


Dlaczego różnica między matrycami tradycyjnymi i zoptymalizowanymi pod kątem symulacji ma teraz znaczenie Tłoczniki samochodowe zawsze należały do najbardziej wymagając...
READ MOREKategorie produktów
Tłoczenie części Producenci
-
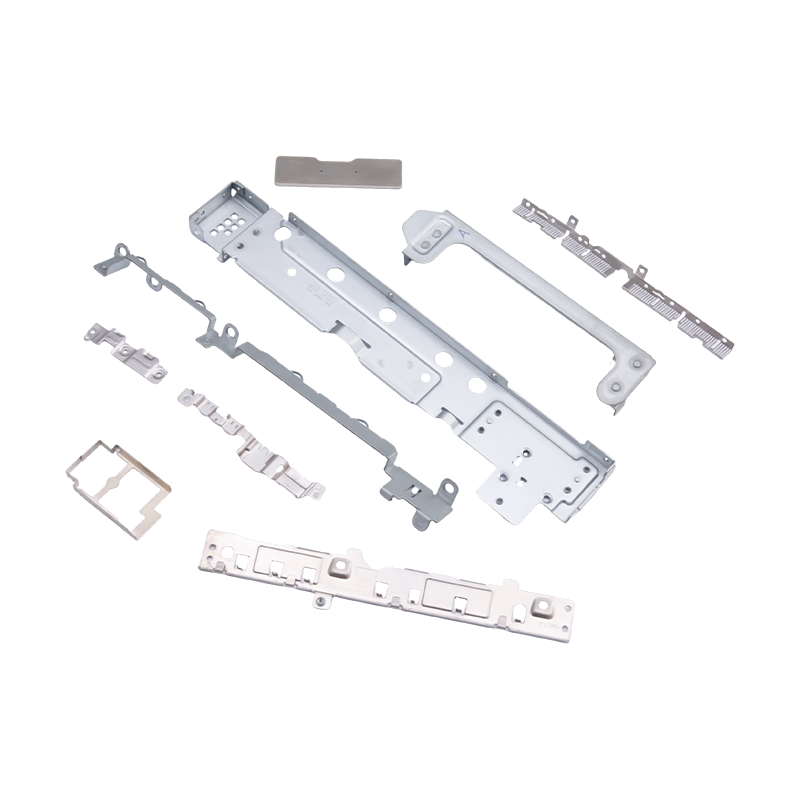
 Tłoczenie części do laptopów
Tłoczenie części do laptopówNasze części do tłoczenia laptopów to precyzyjnie wyprodukowane komponenty dostosowane do obu
-
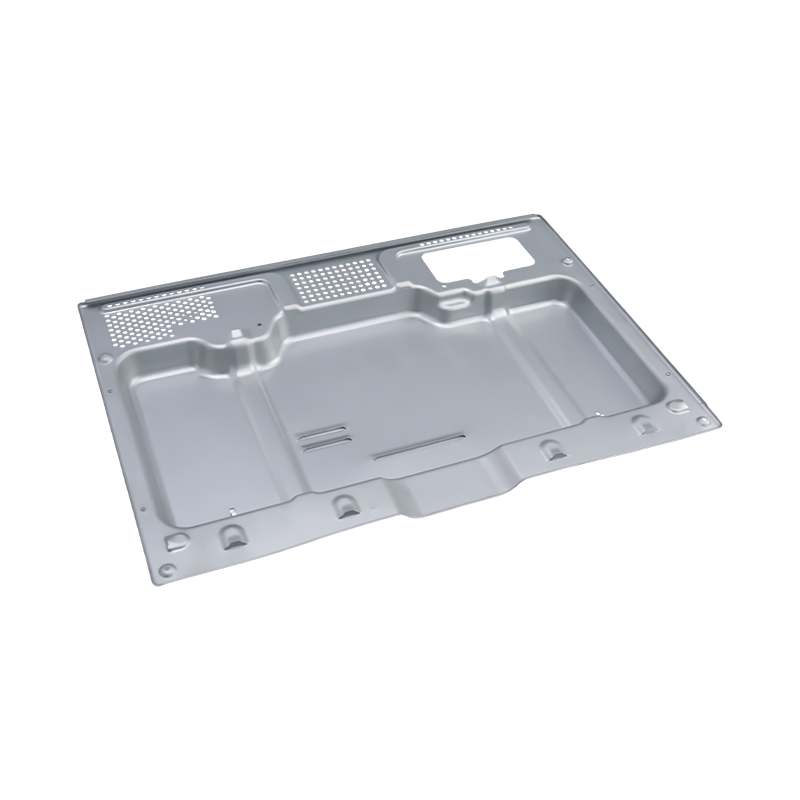 Wysokiej klasy części do tłoczenia w piekarniku
Wysokiej klasy części do tłoczenia w piekarnikuNasze wysokiej klasy części do tłoczenia piekarników to precyzyjnie wyprodukowane komponenty
-
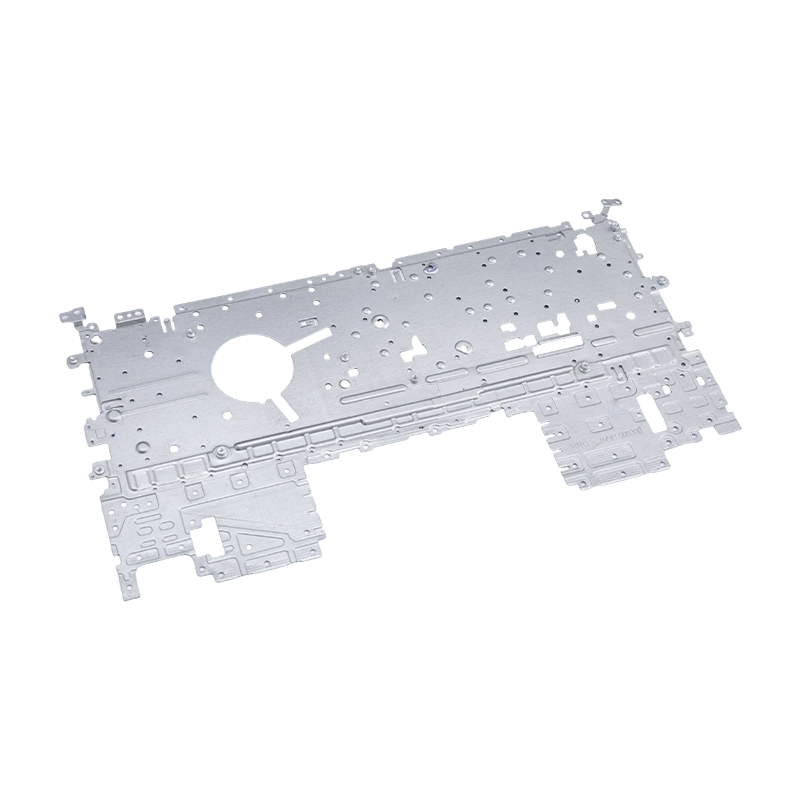
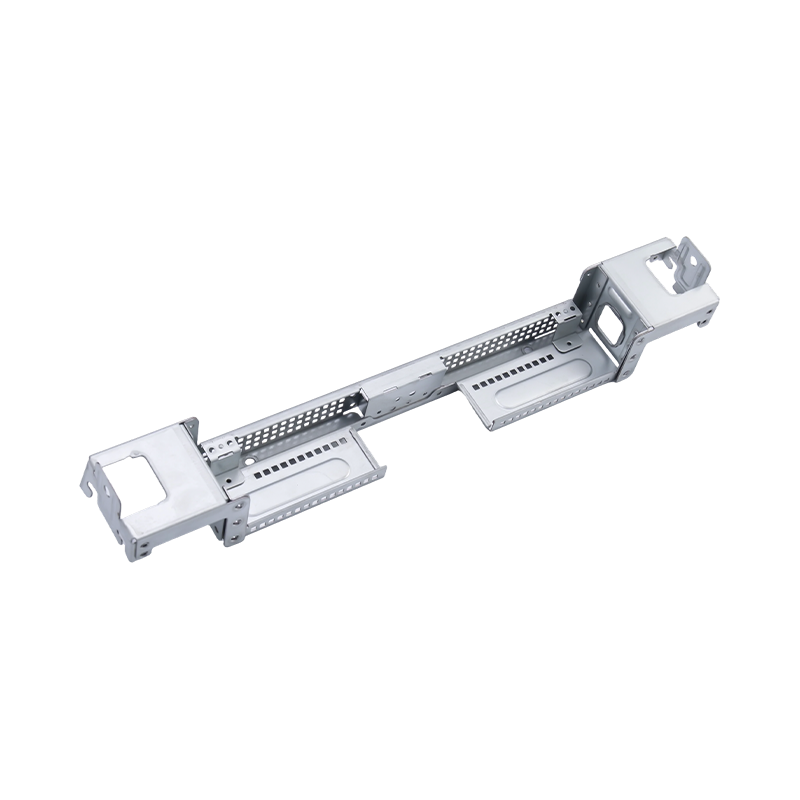 Wysokiej klasy duże części do tłoczenia komputerowego
Wysokiej klasy duże części do tłoczenia komputerowegoNasze wysokiej klasy duże części do tłoczenia komputerów to precyzyjnie zaprojektowane kompo
-
 Małe, tłoczone części do laptopów i telefonów komórkowych
Małe, tłoczone części do laptopów i telefonów komórkowychMałe, tłoczone części do laptopów i telefonów komórkowych, będące niezbędnymi komponent
-
 Części do tłoczenia fotelików samochodowych
Części do tłoczenia fotelików samochodowychCzęści tłoczone do siedzeń samochodowych to metalowe elementy rdzeniowe dostosowane do konstr
-
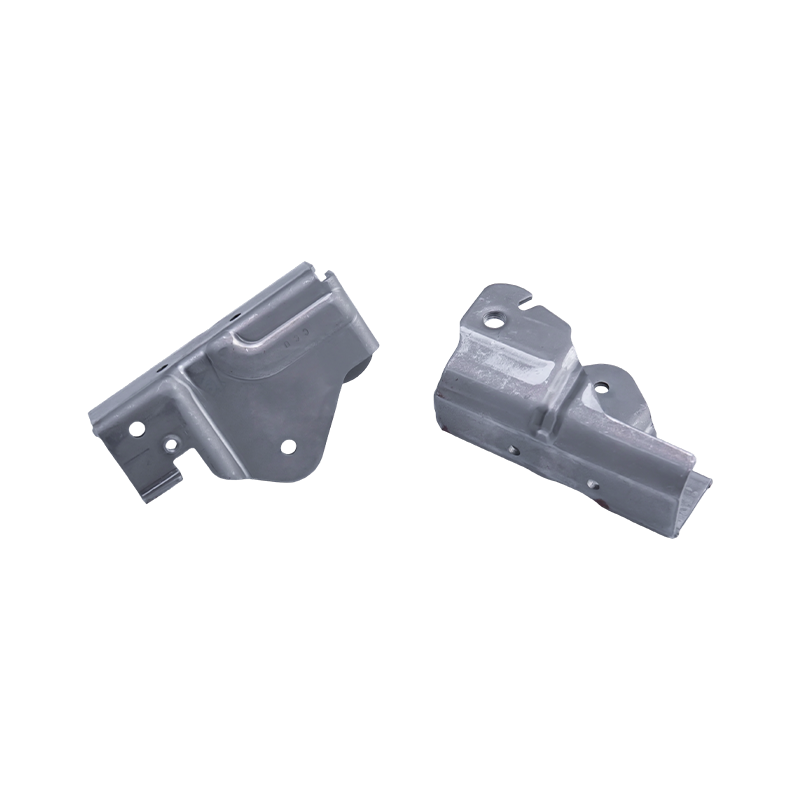
 Części tłoczone do obudowy silnika samochodowego
Części tłoczone do obudowy silnika samochodowegoCzęści tłoczone do obudów silników samochodowych to podstawowe elementy służące do zabezp
-
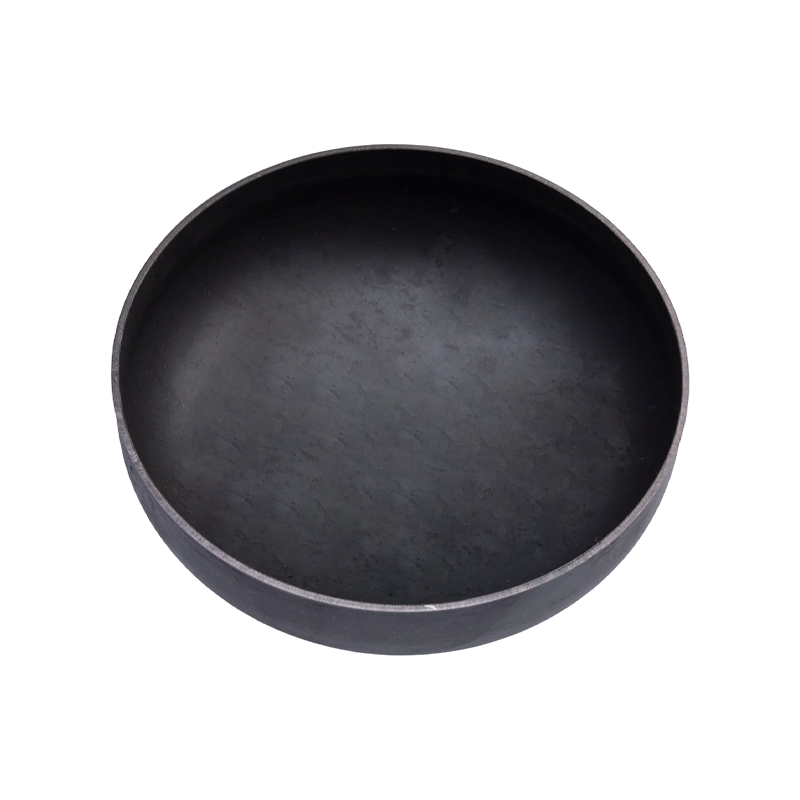 Części tłoczone na końcu zbiornika gazu
Części tłoczone na końcu zbiornika gazuCzęści tłoczone na końcach zbiorników gazu są podstawowymi elementami konstrukcyjnymi zespo
-
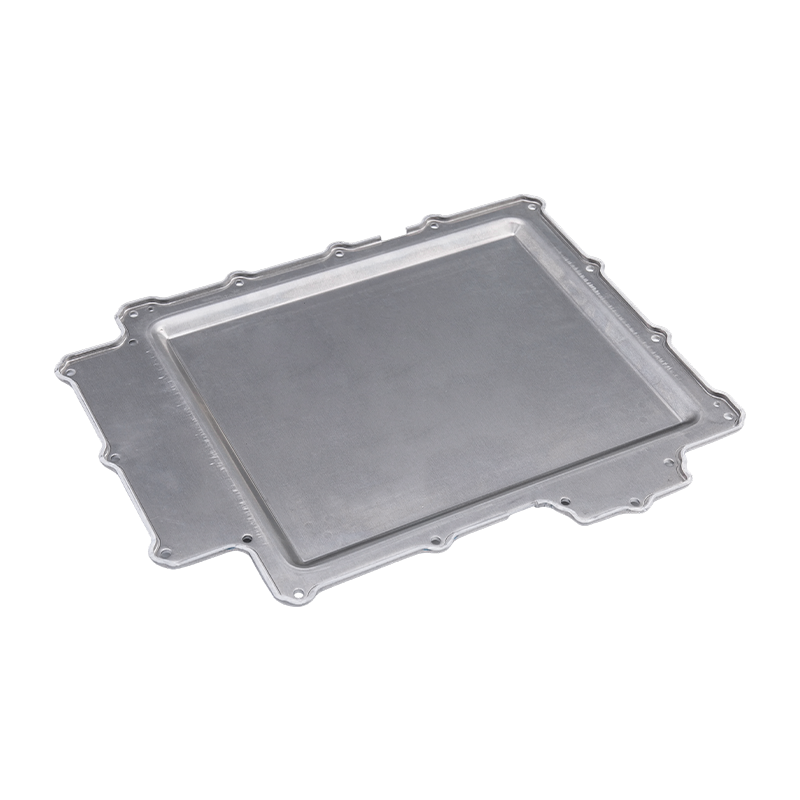 Części tłoczone na pokrywie baterii
Części tłoczone na pokrywie bateriiNasze części do tłoczenia pokryw akumulatorów to precyzyjnie wykonane komponenty przeznaczone
-
 Części do tłoczenia samochodów ciężarowych
Części do tłoczenia samochodów ciężarowychNasze części tłoczone do samochodów ciężarowych są precyzyjnie produkowane dla komercyjnyc
-
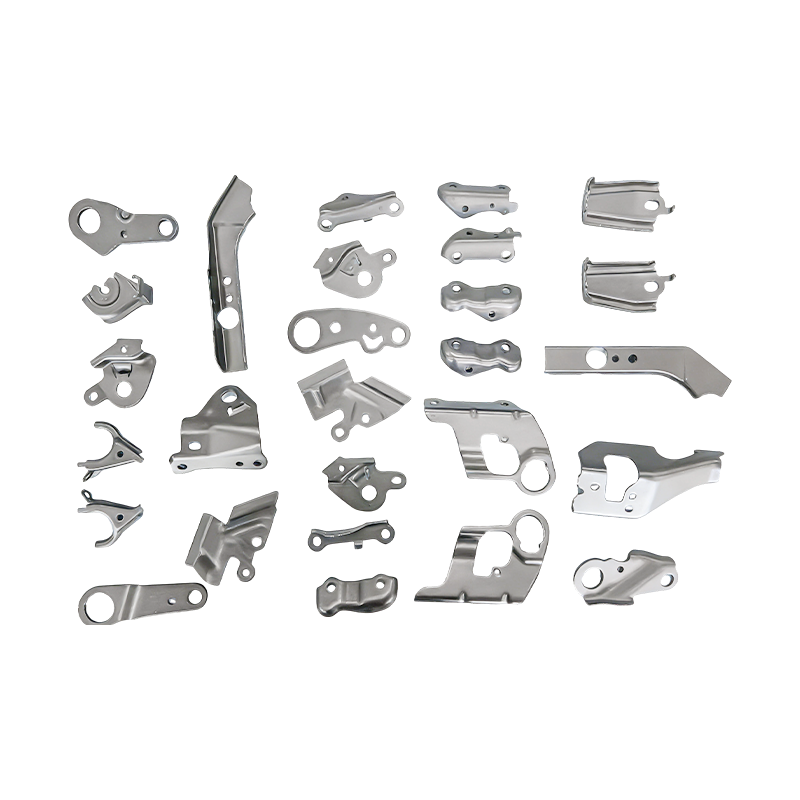 Małe części samochodowe, części do progresywnego tłoczenia
Małe części samochodowe, części do progresywnego tłoczeniaNasze małe części samochodowe do progresywnego tłoczenia są precyzyjnie zaprojektowanymi kom
-
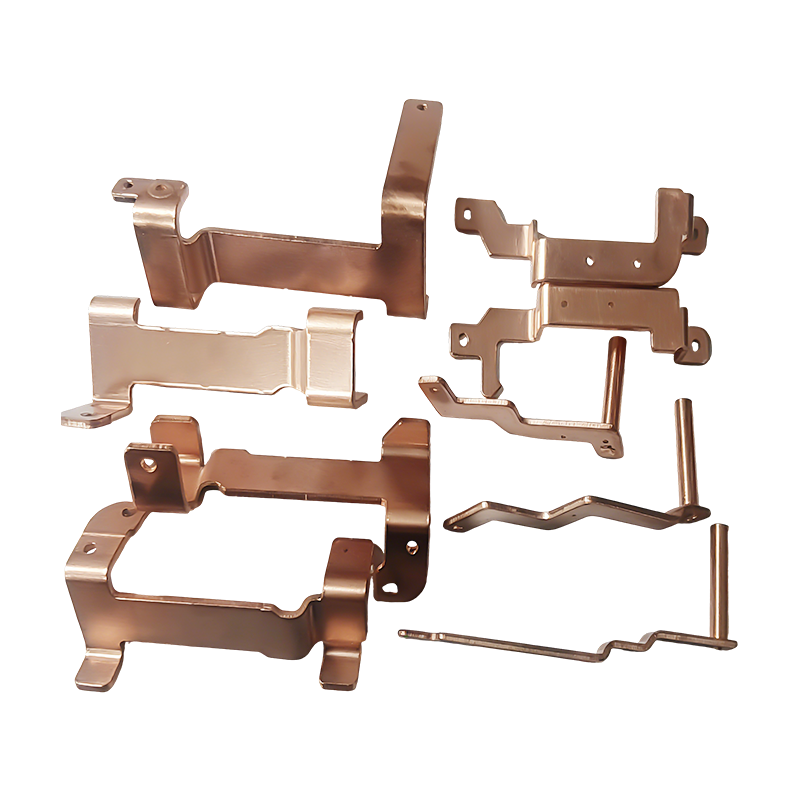 Nowe części do tłoczenia miedzianych szyn zbiorczych pojazdów energetycznych
Nowe części do tłoczenia miedzianych szyn zbiorczych pojazdów energetycznychNowe części do tłoczenia miedzianych szyn zbiorczych pojazdów energetycznych to elementy prze
Części tłoczone to precyzyjnie formowane elementy metalowe wytwarzane za pomocą pras tłoczących, służące jako podstawowe elementy konstrukcyjne zarówno urządzeń gospodarstwa domowego, jak i samochodów.
W sprzęcie AGD kształtują kluczowe konstrukcje: ościeżnice drzwi lodówek, wsporniki wewnętrznej wanny pralki czy obudowę klimatyzatora. Wykorzystują elementy tłoczone, zapewniające stabilne nośność i precyzyjne dopasowanie, zapewniając bezproblemowy montaż i długoletnią eksploatację. W przypadku samochodów mają one kluczowe znaczenie dla bezpieczeństwa i wydajności — elementy zacisków hamulcowych, wsporniki siedzeń i wzmocnienia paneli nadwozia opierają się na wysokiej dokładności wymiarowej tłoczenia, aby spełnić rygorystyczne standardy bezpieczeństwa samochodowego.
Części tłoczone, produkowane ze stałą grubością i wąskimi tolerancjami, zmniejszają luki montażowe, obniżają koszty produkcji i zwiększają trwałość produktu. Ich wszechstronność czyni je niezbędnymi do niezawodnej i ekonomicznej produkcji w obu sektorach.
O
Kim jesteśmy
Suzhou Shuangqisi Mold Equipment Co., Ltd. , zlokalizowana pod adresem 118 Yexin Road, Wujiang District, Suzhou City, zatrudnia 60 pracowników technicznych. Dzięki wspólnym wysiłkom i ciągłemu rozwojowi wszystkich pracowników firma stała się profesjonalnym producentem tłoczników i części metalowych, oferującym wysokiej jakości produkty po konkurencyjnych cenach, integrując projektowanie, produkcję i serwis. Firma posiada importowane maszyny do cięcia drutu, centra obróbcze CNC, ponad 10 szlifierek różnej wielkości, 25 wykrawarek (80T-400T) oraz inne zaawansowane obrabiarki precyzyjne. Przeszkoliła także wielu starszych operatorów i doświadczony personel zajmujący się debugowaniem, dzięki czemu jest w stanie sprostać potrzebom różnorodnych klientów. Obecnie głównymi klientami firmy są Anter Group, Ousheng Electric, Dongbei Group i Huichuan Technology, dostarczając głównie formy i produkty do serwonapędów, sprężarek i pojazdów nowych źródeł energii. Poziom techniczny firmy należy do wiodących w branży, z doświadczonym zespołem zajmującym się postępem technologicznym. Firma koncentruje się na tworzeniu wartości dla swoich klientów i dba o rozwój wysokiej jakości. Dzięki 15-letniemu doświadczeniu w branży form firma zgromadziła dużą liczbę talentów technicznych. Już w 2016 roku zainwestowała i założyła firmę Suzhou Keshuang Intelligent Technology Co., Ltd., która zajmuje się głównie produkcją urządzeń do automatyzacji tłoczenia. Dzięki wieloletniemu doświadczeniu może zapewnić klientom projekty pod klucz w zakresie form do tłoczenia i automatyzacji tłoczenia. Firma może również inwestować w powiązany sprzęt produkcyjny zgodnie z potrzebami klientów, aby tworzyć opłacalne produkty i usługi dla klientów.

Wiadomość zwrotna
Świadectwo honorowe
Wiadomości
-
-
Luka funkcjonalna powodująca różnice w tolerancji Wymagania dotyczące tolerancji każdej matrycy tłoczącej ostatecznie wynikają z tego, co gotowa część musi spełniać w trakcie...
READ MORE -
Dlaczego porównania kosztów między tymi dwoma procesami często wprowadzają w błąd Kiedy producenci porównują części do tłoczenia metalu z produktami z częściami do ciągnienia...
READ MORE -
Jak każdy typ matrycy przenosi materiał przez prasę Najbardziej podstawowa różnica między matrycami do tłoczenia metalu progresywnego i transferowego polega na sposobie przem...
READ MORE
Wiedza branżowa
Kontrola stabilności wymiarowej w produkcji precyzyjnych części do tłoczenia metali
Spójność wymiarowa jest jednym z najważniejszych czynników Części do tłoczenia metali , szczególnie w przypadku komponentów stosowanych w serwonapędach, sprężarkach i nowym sprzęcie energetycznym. Różnice mogą wynikać z różnic w partii materiałów, zużycia matrycy, wibracji prasy lub wahań temperatury podczas produkcji. Zaawansowani producenci często wdrażają statystyczną kontrolę procesu (SPC), czujniki wbudowane w matrycę i okresową kalibrację, aby zachować wąskie tolerancje podczas długich serii produkcyjnych.
Dzięki 25 prasom wykrawającym o nacisku od 80T do 400T i wielu precyzyjnym systemom obróbki jesteśmy w stanie przeprowadzić rzeczywiste symulacje produkcji podczas debugowania narzędzi w celu sprawdzenia powtarzalności wymiarów. Nasi doświadczeni technicy monitorują również warunki formowania i dostosowują parametry, aby zapewnić klientom stabilne, wysokiej jakości części do tłoczenia metali, odpowiednie do środowisk produkcji masowej.
- Wdrożyć pomiary w trakcie procesu, aby wcześnie wykryć odchylenia
- Kontroluj zmiany grubości materiału poprzez zarządzanie dostawcami
- Utrzymuj spójne parametry tonażu i prędkości prasy
- Wykonuj regularną konserwację i kalibrację matrycy
Optymalizacja rozkładu grubości ścianek w produktach z częściami do ciągnienia metalu
Produkty do rysowania metali często stają przed wyzwaniami związanymi z nierówną grubością ścianek, szczególnie w przypadku głębokich lub złożonych geometrii. Nadmierne rozcieńczenie może zmniejszyć wytrzymałość mechaniczną, natomiast pogrubienie może prowadzić do zmarszczek lub zakłóceń montażowych. Inżynierowie zazwyczaj dostosowują promień stempla, siłę uchwytu półfabrykatu i warunki smarowania, aby uzyskać zrównoważony przepływ materiału i równomierny rozkład grubości.
Nasze 15-letnie doświadczenie w opracowywaniu form pokazało, że symulacja w połączeniu z rzeczywistymi testami tłoczenia znacznie poprawia dokładność kontroli grubości. Wykorzystując zaawansowane centra obróbcze CNC i precyzyjny sprzęt szlifierski, zapewniamy płynne przejścia promieni matrycy, które pomagają zmniejszyć miejscowe przerzedzenie podczas operacji formowania.
| Czynnik wpływający | Wpływ na grubość | Podejście optymalizacyjne |
| Promień stempla | Miejscowe przerzedzenie | Płynnie zwiększaj promień |
| Siła wiążąca | Zmarszczka lub pogrubienie | Zrównoważona kontrola ciśnienia |
| Smarowanie | Przerzedzenie związane z tarciem | Wysokowydajny smar |
Zapobieganie defektom powierzchniowym w dekoracyjnych i funkcjonalnych częściach do tłoczenia metalu
Wady powierzchni, takie jak zadrapania, wgniecenia lub zatarcia materiału, mogą znacząco wpłynąć zarówno na wygląd, jak i funkcjonalność części do tłoczenia metalu. Środki zapobiegawcze obejmują optymalizację chropowatości powierzchni matrycy, nakładanie powłok ochronnych i ulepszanie systemów transportu materiałów. Zautomatyzowane systemy przenoszenia są szczególnie skuteczne w ograniczaniu uszkodzeń spowodowanych ręcznym transportem podczas produkcji na dużą skalę.
Dzięki naszym inwestycjom w sprzęt do automatyzacji tłoczenia za pośrednictwem naszej stowarzyszonej firmy zajmującej się inteligentną technologią, jesteśmy w stanie zapewnić zintegrowane rozwiązania, które łączą formy, automatyzację i linie produkcyjne. Takie podejście minimalizuje ingerencję człowieka i poprawia konsystencję produktu, szczególnie dla klientów wymagających wysokich standardów kosmetycznych.
- Poleruj powierzchnie formujące w celu zmniejszenia śladów tarcia
- Stosować folię ochronną lub zautomatyzowane systemy manipulacyjne
- Nakładać powłoki przeciwzatarciowe w strefach wysokiego ciśnienia
- Usprawnij procesy smarowania i czyszczenia
Poprawa efektywności kosztowej poprzez zintegrowaną produkcję części do ciągnienia metalu
Optymalizacja kosztów produktów z częściami do ciągnienia metalu nie ogranicza się do wyboru materiałów lub wydatków na narzędzia; zależy to również w dużym stopniu od integracji produkcji i planowania procesów. Połączenie produkcji matryc, sprzętu do automatyzacji i projektowania linii produkcyjnych w ujednolicone rozwiązanie może znacznie skrócić czas realizacji i koszty operacyjne. Producenci poszukujący szybkiego wejścia na rynek i stabilnej wydajności produkcyjnej coraz częściej preferują modele projektów pod klucz.
Dzięki dużym możliwościom technicznym, zaawansowanym zasobom sprzętowym i elastyczności w inwestowaniu w powiązany sprzęt produkcyjny zgodnie z wymaganiami klienta, koncentrujemy się na tworzeniu opłacalnych rozwiązań dostosowanych do różnych branż. Nasze doświadczenie w obsłudze klientów z branży automatyki, sprężarek i nowych sektorów energii pozwala nam wspierać klientów w osiąganiu zarówno wydajności, jak i korzyści ekonomicznych w produkcji części do tłoczenia metali i części do ciągnienia metalu.
Rozpocznij swoją działalność z producentem OEM właśnie tutaj!
Dostarczaj klientom na całym świecie kompletne rozwiązania „pod klucz”.
przez
innowacja!
SZYBKIE LINKI
INFORMACJE KONTAKTOWE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Prawa autorskie © Suzhou Shuangqisi Mold Equipment Co., Ltd. Wszelkie prawa zastrzeżone.
