-

Części tłoczone do obudowy silnika samochodowego
Części tłoczone do obudów silników samochodowyc...
-
Części do tłoczenia fotelików samochodowych
Części tłoczone do siedzeń samochodowych to met...
-

Części do tłoczenia samochodów ciężarowych
Nasze części tłoczone do samochodów ciężarowych...
-
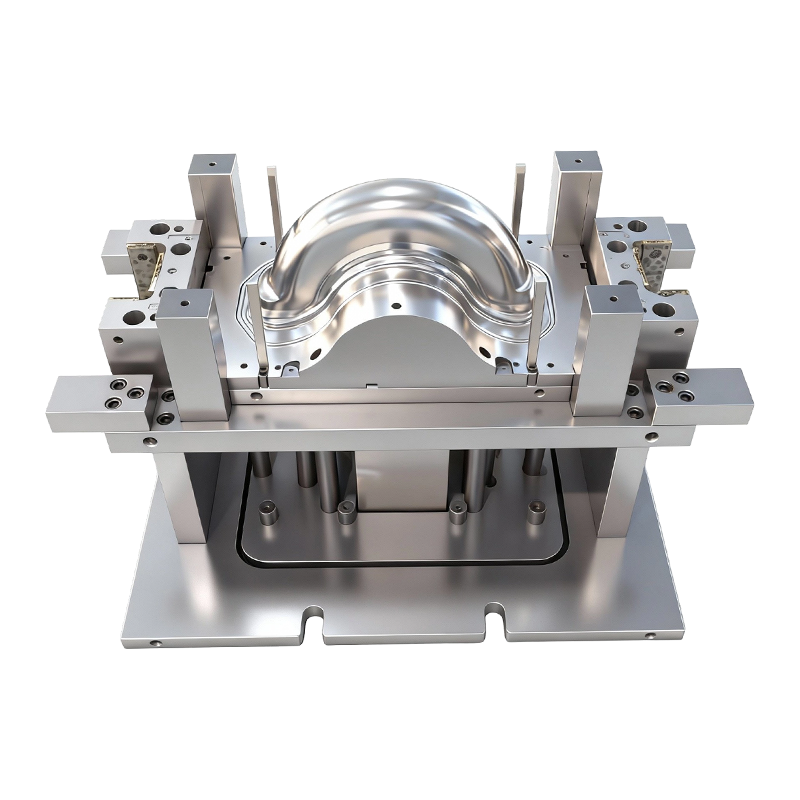
Forma do głębokiego tłoczenia do przednich i tylnych kół dwukołowych pojazdów elektrycznych
Ta forma do głębokiego tłoczenia przednich i ty...
-
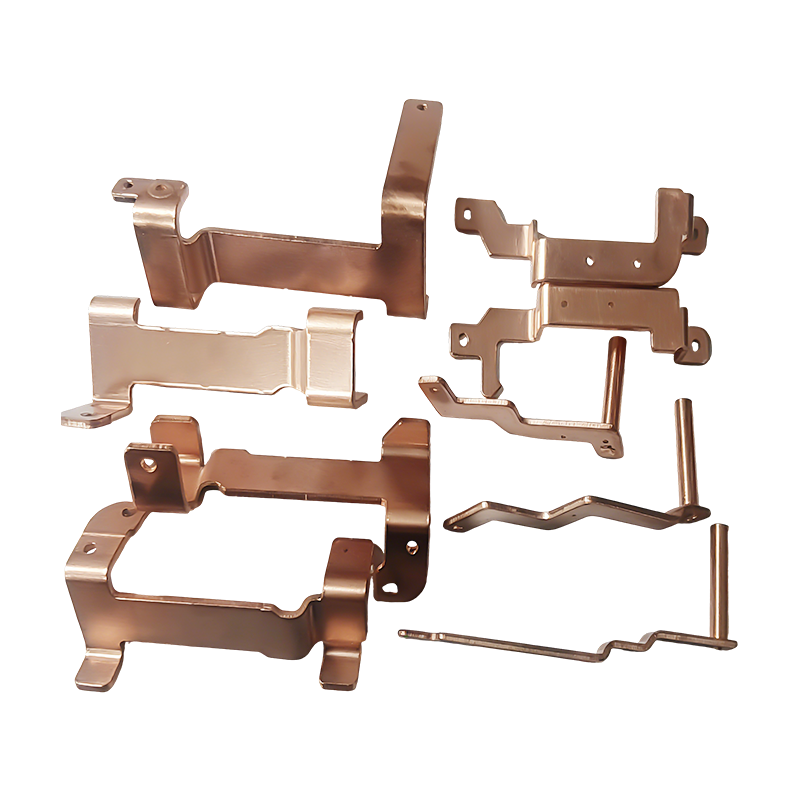
Nowe części do tłoczenia miedzianych szyn zbiorczych pojazdów energetycznych
Nowe części do tłoczenia miedzianych szyn zbior...
-
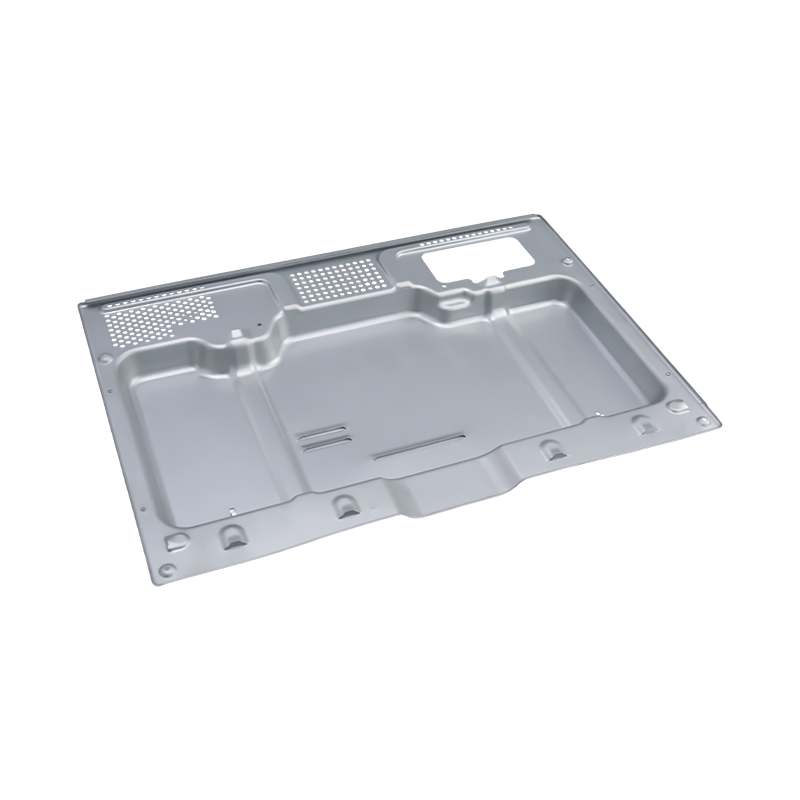
Wysokiej klasy części do tłoczenia w piekarniku
Nasze wysokiej klasy części do tłoczenia piekar...
Wiadomości branżowe
Dom / Wiadomości / Wiadomości branżowe / Części do tłoczenia pokryw akumulatorów do obudów akumulatorów pojazdów elektrycznych i magazynujących energię
Części do tłoczenia pokryw akumulatorów do obudów akumulatorów pojazdów elektrycznych i magazynujących energię
2026-06-16
Zestaw akumulatorów, który zawodzi w terenie, rzadko ulega awarii z powodu ogniw. Częściej przyczyną jest nieuszczelniona pokrywa, nieosiowy kołnierz lub występ montażowy, który pękł pod wpływem wibracji. Części tłoczone na pokrywie akumulatora stanowią pierwszą linię ochrony strukturalnej i środowiskowej każdego systemu akumulatorów do pojazdów elektrycznych, przemysłowych i magazynów energii, a standardy tolerancji, które muszą spełniać, znacznie się zaostrzyły wraz ze wzrostem napięć pakietów i gęstości energii.
W tym artykule omówiono materiały, procesy, wymagania wymiarowe i opcje dostosowywania, które definiują gotową do produkcji część do tłoczenia pokrywy akumulatora, a także kwestie, które należy sprawdzić podczas kwalifikowania dostawcy.

Co właściwie robią części tłoczące pokrywę baterii
Pokrywa obudowy akumulatora spełnia trzy jednoczesne zadania. Strukturalnie musi zachować swoją geometrię pod wpływem obciążeń mechanicznych zespołu pojazdu, wibracji drogowych i cykli termicznych, nie odkształcając się ani nie przenosząc naprężeń na znajdujące się pod nim komórki. Z punktu widzenia ochrony środowiska musi osiągnąć i utrzymać szczelność IP67 lub IP68, co oznacza brak wnikania kurzu i przenikania wody przy długotrwałym zanurzeniu. Funkcjonalnie musi ściśle współpracować z obudową akumulatora, złączem wysokiego napięcia i wszelkimi kanałami chłodzącymi zintegrowanymi z konstrukcją opakowania.
Spełnienie wszystkich trzech wymagań w jednym tłoczonym elemencie — a nie w alternatywnym rozwiązaniu obrabianym lub odlewanym — sprawia, że tłoczenie głębokotłoczne jest preferowanym procesem przy produkcji akumulatorów na dużą skalę. Tłoczenie zapewnia spójne wymiary i wąskie tolerancje (±0,01 mm – ±0,05 mm) z szybkością produkcji, której odlewanie i obróbka nie są w stanie dorównać, przy jednoczesnym utrzymaniu kosztów jednostkowych na wystarczająco niskim poziomie, aby łańcuchy dostaw OEM mogły działać na dużą skalę.
Wybór materiału: stal walcowana na zimno, stop aluminium lub stal nierdzewna
Wybór materiału podłoża ustala sufit pod kątem wszystkich parametrów wydajności, jakie może osiągnąć okładka – odporności na korozję, ciężaru, odkształcalności, spawalności i kosztu. W zastosowaniach osłon akumulatorów dominują trzy rodziny materiałów.
Stal walcowana na zimno oferuje wysoką wytrzymałość na rozciąganie i doskonałą odkształcalność przy niskich kosztach surowca. Jest to standardowy wybór w przypadku przemysłowych obudów akumulatorów i systemów magazynowania energii, gdzie waga jest kwestią drugorzędną, a sztywność konstrukcyjna jest wymogiem głównym. Obróbka powierzchni po stemplowaniu — cynkowanie, powlekanie elektroniczne lub malowanie proszkowe — jest zwykle stosowana w celu osiągnięcia docelowej odporności na korozję.
stopy aluminium, w szczególności gatunki 3003 i 5052, to dominujący materiał w osłonach akumulatorów pojazdów elektrycznych, gdzie waga opakowania bezpośrednio wpływa na zasięg pojazdu. Stop 3003 zapewnia dobrą odkształcalność i umiarkowaną wytrzymałość, dzięki czemu dobrze nadaje się do geometrii okładek o płytkim ciągnieniu. Stop 5052 zapewnia wyższą wytrzymałość i doskonałą odporność na korozję, co jest preferowane w przypadku pokryw narażonych na działanie kondensacji, chłodziwa lub rozprysków drogowych. Obydwa gatunki umożliwiają czyste i głębokie tłoczenie oraz możliwość zastosowania powłoki anodowanej lub konwersyjnej dla dodatkowej ochrony.
Stal nierdzewna jest przeznaczony do zastosowań wymagających naturalnej odporności na korozję bez dodatkowej obróbki powierzchni – stacjonarne systemy magazynowania energii w wilgotnym środowisku, morskie zestawy akumulatorów lub wszelkie zastosowania, w których nie można zagwarantować przyczepności powłoki przez cały okres użytkowania produktu. Jego wyższa szybkość utwardzania przez zgniot wymaga starannie zaprojektowanego oprzyrządowania, aby zapobiec sprężynowaniu i zachować stabilność wymiarową po formowaniu.
Głębokie tłoczenie i zaawansowane procesy tłoczenia
Większość pokryw akumulatorów nie jest prostymi, płaskimi wykrojami. Zawierają zagłębione kanały uszczelniające, podwyższone kołnierze, zintegrowane występy i złożone kontury, które wymagają wieloetapowych sekwencji tłoczenia progresywnego lub tłoczenia matrycowego. Głębokie tłoczenie — wyciąganie płaskiego arkusza metalu do trójwymiarowej formy za pomocą stempla i matrycy — jest podstawową operacją, ale gotowy element zwykle przechodzi przez dodatkowe stanowiska w celu przycinania, przebijania, zwijania i wyginania, zanim opuści prasę.
Kontrola procesu na każdym stanowisku określa, czy gotowa część spełnia tolerancję. Docisk uchwytu blanku kontroluje przepływ materiału i zapobiega marszczeniu; niewystarczające ciśnienie powoduje wyboczenie kołnierza, natomiast nadmierne ciśnienie powoduje rozdarcie na promieniu naciągu. Zarządzanie smarowaniem wpływa na stan powierzchni — gładkie wykończenie powierzchni Ra ≤ 0,8 μm można osiągnąć na podłożach aluminiowych i stalowych, jeśli geometria narzędzia i grubość filmu smarnego są odpowiednio dopasowane.
Zerowa tolerancja na zadziory jest niepodlegającym negocjacjom wymaganiem w przypadku pokryw akumulatorów. Zadzior na rowku uszczelniającym przerywa powierzchnię styku uszczelki i tworzy drogę wycieku; zadzior na wewnętrznej krawędzi może migrować do stosu ogniw. Konsekwentne uzyskiwanie krawędzi pozbawionych zadziorów w produkcji masowej wymaga utrzymywania oprzyrządowania z zachowaniem małych odstępów — zazwyczaj 5–8% grubości materiału w przypadku stali, nieco większych w przypadku aluminium — oraz regularnych okresów kontroli matrycy dostosowanych do wielkości produkcji.
Skuteczność uszczelnienia: wymagania IP67 i IP68
Stopień ochrony IP67 wymaga, aby obudowa wytrzymywała zanurzenie w wodzie na głębokość do jednego metra przez trzydzieści minut bez wnikania do środka. IP68 rozciąga się na ciągłe zanurzenie na głębokości uzgodnionej pomiędzy producentem a użytkownikiem końcowym – zwykle 1,5 m na 30 minut w zastosowaniach motoryzacyjnych, chociaż producenci OEM pojazdów elektrycznych często określają bardziej wymagające warunki.
Osiągnięcie tych parametrów w przypadku tłoczonej pokrywy zależy od trzech czynników: płaskości kołnierza uszczelniającego, wykończenia powierzchni rowka lub zgrubienia stykającego się z uszczelką oraz zgodności wymiarowej układu otworów na śruby, który ściska uszczelkę. Odchylenie płaskości kołnierza nawet o 0,1 mm przy długim przebiegu uszczelniania wystarczy, aby powstała szczelina, przez którą może przedostać się woda pod ciśnieniem. Z tego powodu tolerancja wymiarowa elementów uszczelniających jest mniejsza niż elementów konstrukcyjnych – zazwyczaj ±0,01 mm w przypadku głębokości rowka i szerokości ściegu uszczelniającego.
Nasz precyzyjne części do tłoczenia akumulatorów samochodowych i elektrycznych są produkowane z geometrią rowka uszczelniającego sprawdzoną w oparciu o specyfikacje dostawcy uszczelek przed ukończeniem oprzyrządowania produkcyjnego, eliminując ryzyko odkształcenia ściskanego i ryzyka ścieżki wycieku, które wynikają z niedopasowania wymiarów nominalnych do wymiarów nominalnych oprzyrządowania.
Nasz Battery Cover Stamping Parts: Specification Overview
Nasz battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Części mają gładkie wykończenie powierzchni (Ra ≤ 0,8 μm), z zerową tolerancją na zadziory i bez deformacji, skutecznie chroniąc rdzenie baterii przed kurzem, wilgocią i uderzeniami zewnętrznymi, zapewniając jednocześnie szczelność IP67/IP68. Zapewniają bezproblemową integrację z obudowami akumulatorów i można je dostosować za pomocą zintegrowanych występów montażowych, rowków uszczelniających, otworów, kołnierzy lub konstrukcji zginanych w zależności od konkretnych potrzeb instalacyjnych, w tym złączy wysokiego napięcia i interfejsów chłodzących.
Dzięki doskonałej stabilności strukturalnej i odporności na korozję te części do tłoczenia akumulatorów EV zwiększają ogólne bezpieczeństwo i trwałość systemów akumulatorów. Nadają się do produkcja masowa (500 tys. – 10 mln części/rok) , zapewniając opłacalność i niezawodne dostawy dla producentów OEM i producentów akumulatorów, poparte certyfikatem jakości IATF 16949.
Personalizacja: występy, rowki, kołnierze i interfejsy funkcjonalne
Nie ma dwóch konstrukcji akumulatorów o identycznej geometrii pokrywy. Platformy pojazdów elektrycznych różnią się formatem ogniw (cylindryczne, pryzmatyczne, woreczki), rozmieszczeniem modułów, architekturą zarządzania ciepłem i rozmieszczeniem złączy – a każda odmiana przekłada się na projekt obudowy jako inna kombinacja funkcji.
Najczęstsze wymagania dotyczące dostosowywania można podzielić na pięć kategorii. Montaż bossów — wypukłe podkładki z otworami gwintowanymi lub prześwitowymi — umieścić pokrywę na obudowie akumulatora i rozłożyć obciążenie zaciskające z dala od powierzchni uszczelniającej. Uszczelnianie rowków muszą być dopasowane pod względem szerokości, głębokości i promienia do specyfikacji uszczelki lub pierścienia uszczelniającego typu O-ring, z wystarczająco wąskimi tolerancjami, aby zagwarantować określony stopień sprężania w całym zakresie produkcji. Wycięcia i przebite otwory dla złączy, odpowietrzników i czujników należy ustawić względem obwodu uszczelnienia z taką samą dokładnością, jak elementy współpracujące pokrywy na obudowie. Kołnierze i konstrukcje zginane dodaj sztywność, utwórz elementy lokalizujące zespół lub utwórz punkty mocowania dla sąsiednich modułów. Interfejsy chłodzące — wgłębienia lub elementy przelotowe łączące pokrywę z obwodem chłodzenia cieczą — wymagają szczególnie dokładnej kontroli wymiarów, aby zapewnić szczelne połączenie z kolektorami chłodzenia.
Wszystkie te cechy można osiągnąć w procesie głębokiego tłoczenia i progresywnego tłoczenia. Krytycznym warunkiem wstępnym jest to, aby oprzyrządowanie było projektowane od początku z uwzględnieniem tolerancji produkcyjnych, a nie wymiarów nominalnych — ponieważ cecha, która jest geometrycznie poprawna na modelu 3D, ale oprzyrządowana zgodnie z wartością nominalną, bez marginesu możliwości procesu, spowoduje odrzucenie w momencie dryfowania warunków procesu.
Nasz Możliwości projektowania matryc do głębokiego tłoczenia w pojazdach samochodowych i elektrycznych upewnij się, że każda niestandardowa funkcja została zaprojektowana pod kątem stabilności produkcji od pierwszej próby matrycy, redukując cykle iteracyjne między zatwierdzeniem prototypu a uruchomieniem masowej produkcji.
Możliwość masowej produkcji i zapewnienie jakości
Producenci OEM akumulatorów i dostawcy poziomu 1 potrzebują czegoś więcej niż tylko części, która przejdzie kontrolę próbną. Potrzebują łańcucha dostaw zdolnego do realizacji dostaw 500 000 do 10 milionów lub więcej części rocznie ze stałą jakością, przewidywalnymi terminami realizacji i systemem zarządzania jakością, który generuje dane potrzebne do wspierania audytów klientów i składania wniosków regulacyjnych.
Certyfikat IATF 16949 to podstawowy standard jakości dla łańcuchów dostaw w branży motoryzacyjnej. Wymaga to wprowadzenia i udokumentowania statystycznej kontroli procesu, analizy systemu pomiarowego i procesów zatwierdzania części produkcyjnych – nie tylko w momencie wprowadzenia dostawcy na rynek, ale nieprzerwanie przez cały cykl produkcyjny. W szczególności w przypadku tłoczenia pokrywy akumulatora oznacza to, że krytyczne wymiary elementów uszczelniających, płaskości kołnierza i położenia otworów są mierzone w ramach określonego planu pobierania próbek dla każdej partii produkcyjnej, a wyniki są analizowane i sprawdzane pod kątem granic kontrolnych.
Przy wielkości produkcji przekraczającej kilkaset tysięcy części rocznie automatyzacja tłoczenia staje się niezbędna dla utrzymania spójności. Technologia serwoprasy umożliwia kontrolę siły i położenia na każdym etapie skoku, kompensując zmiany grubości materiału i zużycie matrycy w sposób, którego nie są w stanie zapewnić prasy mechaniczne o stałej prędkości. Nasz sprzęt do automatyzacji tłoczenia integruje sterowanie prasą, wykrywanie w matrycy i kontrolę części, aby utrzymać stabilność wymiarową w długich seriach produkcyjnych bez zwiększania interwencji operatora.
Certyfikacja przychodzących materiałów, raporty z inspekcji pierwszego artykułu, raporty z pomiarów wymiarowych i weryfikacja wykończenia powierzchni są dostarczane jako standardowa dokumentacja dla każdego zlecenia produkcyjnego, co zapewnia zespołom ds. zakupów i jakości dokumentację identyfikowalności niezbędną do wspierania ich własnych zobowiązań wobec klientów.
Kwalifikowanie dostawcy stemplowania pokryw baterii: co należy sprawdzić
Proces kwalifikacji dostawcy części do tłoczenia pokrywy akumulatora powinien wykraczać poza przegląd próbki. Są to obszary, które decydują o tym, czy dostawca jest w stanie utrzymać jakość na poziomie hurtowym, a nie tylko produkować akceptowalne próbki.
Program własności i konserwacji narzędzi. Potwierdź, kto jest właścicielem oprzyrządowania produkcyjnego i jaki jest okres konserwacji matrycy. Dostawca, który opóźnia konserwację, aby zmaksymalizować czas sprawności prasy, w końcu bez ostrzeżenia wyprodukuje części przekraczające tolerancję.
Możliwość pomiaru cech uszczelniających. Poproś o dane pomiarowe R&R dotyczące pomiarów rowka uszczelniającego i płaskości kołnierza. System pomiarowy z odchyleniem większym niż 10% w stosunku do zakresu tolerancji nie jest w stanie wiarygodnie odróżnić części zgodnych od niezgodnych.
Identyfikowalność materiału. Aluminium i stal do produkcji akumulatorów muszą być identyfikowalne zgodnie z certyfikatem huty. W przypadku łańcuchów dostaw posiadających certyfikat IATF jest to obowiązkowe; w zastosowaniach innych niż motoryzacyjne jest to nadal jedyny sposób sprawdzenia, czy materiał spełnia wymagania określonego stopu i stanu.
Proces przejścia od prototypu do produkcji. Dostawca posiadający udokumentowany proces APQP (zaawansowane planowanie jakości produktu) zidentyfikuje potencjalne awarie procesu przed wycięciem oprzyrządowania produkcyjnego, co zmniejsza ryzyko opóźnienia wprowadzenia na rynek spowodowanego problemem związanym z projektowaniem do produkcji, który był widoczny na rysunku, ale nigdy nie uległ eskalacji.
Dla producentów OEM akumulatorów i producentów oceniających partnerów w zakresie tłoczenia, nasze niestandardowe usługi w zakresie rozwoju i kwalifikacji stemplowania są zbudowane wokół dokładnie tych wymagań – od wstępnego przeglądu DFM, poprzez złożenie wniosku do PPAP, aż do produkcji w stanie ustalonym.
Poprzedni post
Stal stopowa o wysokiej twardości w matrycach do tłoczenia
Następny post
Części do tłoczenia metali do sprzętu AGD: materiały, precyzja i rozwiązania niestandardowe
Nasz Produkty.
Rozpocznij swoją działalność z producentem OEM właśnie tutaj!
Dostarczaj klientom na całym świecie kompletne rozwiązania „pod klucz”.
przez
innowacja!
SZYBKIE LINKI
INFORMACJE KONTAKTOWE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Prawa autorskie © Suzhou Shuangqisi Mold Equipment Co., Ltd. Wszelkie prawa zastrzeżone. Niestandardowa matryca do stemplowania Producenci matryc do tłoczenia metali
