-
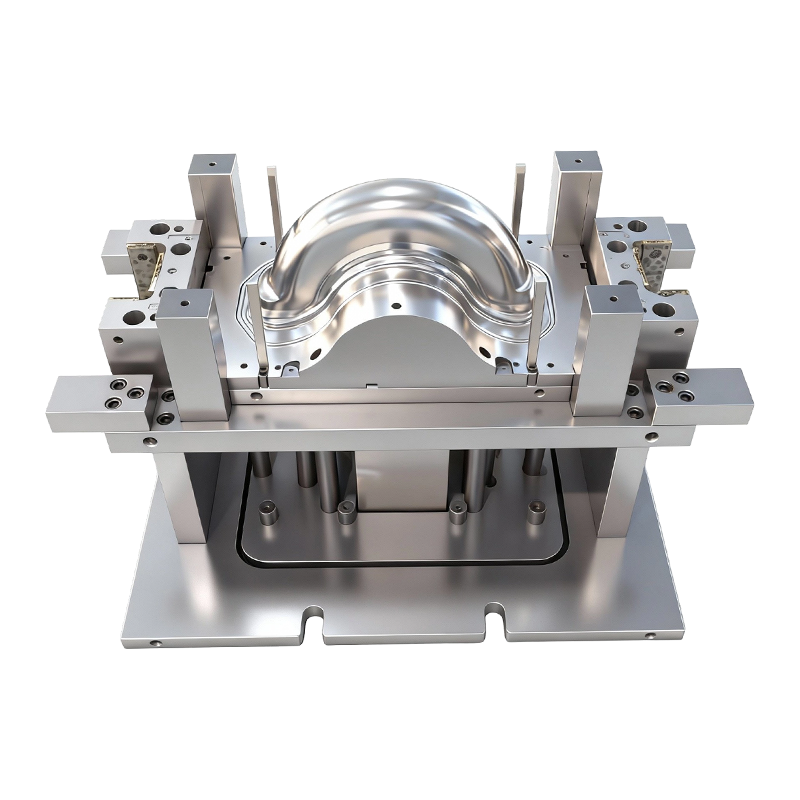
Forma do głębokiego tłoczenia do przednich i tylnych kół dwukołowych pojazdów elektrycznych
Ta forma do głębokiego tłoczenia przednich i ty...
-
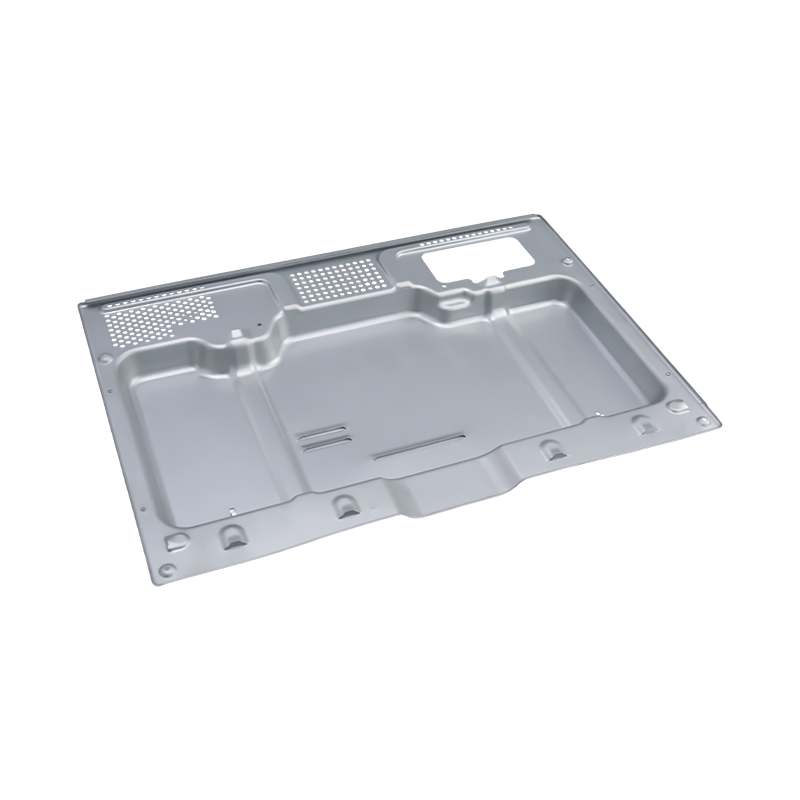
Wysokiej klasy części do tłoczenia w piekarniku
Nasze wysokiej klasy części do tłoczenia piekar...
-
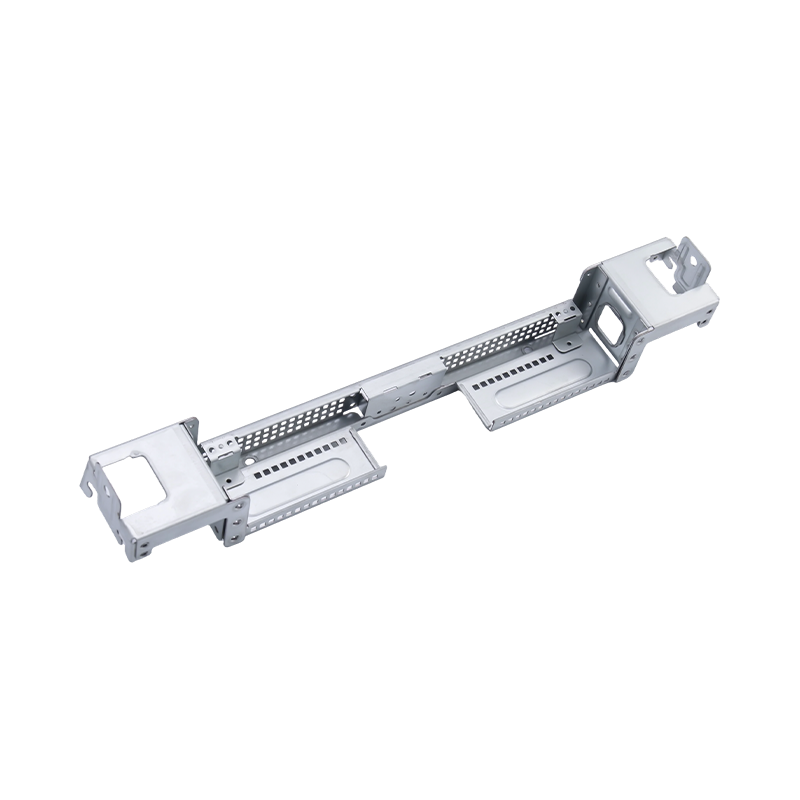
Wysokiej klasy duże części do tłoczenia komputerowego
Nasze wysokiej klasy duże części do tłoczenia k...
-
Części do tłoczenia fotelików samochodowych
Części tłoczone do siedzeń samochodowych to met...
-

Części do tłoczenia samochodów ciężarowych
Nasze części tłoczone do samochodów ciężarowych...
-
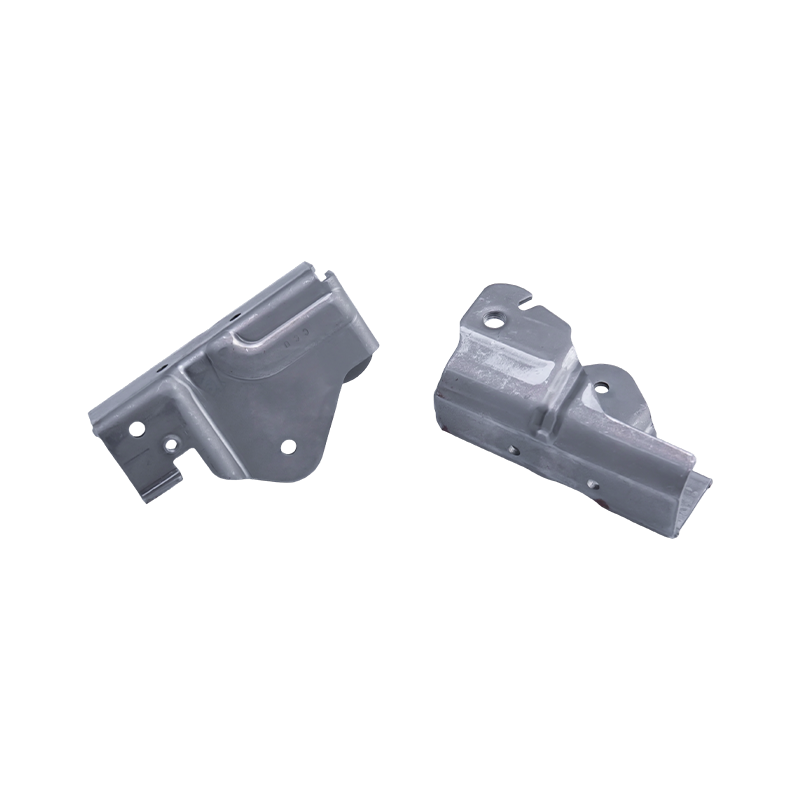
Małe części samochodowe, części do progresywnego tłoczenia
Nasze małe części samochodowe do progresywnego ...
Wiadomości branżowe
Dom / Wiadomości / Wiadomości branżowe / Dlaczego stop aluminium zastępuje stal w częściach do elektronicznego tłoczenia?
Dlaczego stop aluminium zastępuje stal w częściach do elektronicznego tłoczenia?
2026-04-14
Czym są części do elektronicznego tłoczenia i jak są wykonane?
Części do elektronicznego tłoczenia to precyzyjne elementy metalowe wytwarzane w szybkim procesie produkcyjnym, w którym płaska blacha jest podawana do prasy do tłoczenia i przekształcana w złożone kształty poprzez cięcie, gięcie, ciągnienie i prasowanie. W kontekście sprzętu AGD części te pełnią rolę strukturalnego i funkcjonalnego szkieletu gotowych produktów — utrzymują silniki na miejscu, tworzą ramy podwozi i łączą krytyczne podsystemy z zachowaniem dokładnej spójności geometrycznej w każdym wyprodukowanym egzemplarzu. Proces tłoczenia jest z natury dostosowany do produkcji na dużą skalę, co czyni go metodą produkcji wybieraną w branżach, które wymagają zarówno precyzji wymiarowej, jak i efektywności kosztowej na dużą skalę.
Materiały stosowane w częściach do tłoczenia elektronicznego dobierane są w oparciu o wymagania mechaniczne, narażenie na środowisko i ograniczenia wagowe każdego zastosowania. Trzy najpopularniejsze kategorie materiałów to stal nierdzewna, blacha ocynkowana i stop aluminium – każda oferuje odrębną kombinację wytrzymałości, odkształcalności, odporności na korozję i masy. Wśród nich stop aluminium stał się szczególnie ważnym materiałem w nowoczesnej inżynierii urządzeń, oferującym wysoki stosunek wytrzymałości do masy i doskonałą obrabialność, co czyni go idealnym do elementów wymagających zarówno sztywności strukturalnej, jak i lekkiej konstrukcji. Zrozumienie procesu produkcyjnego i materiałoznawstwa tych części jest niezbędne dla inżynierów, menedżerów ds. zakupów i specjalistów ds. jakości zaangażowanych w projektowanie i produkcję urządzeń.
Rola stopu aluminium w nowoczesnych zastosowaniach tłoczenia
Stop aluminium stał się jednym z najważniejszych materiałów w produkcji elektronicznych części do tłoczenia dzięki połączeniu właściwości fizycznych i chemicznych, których żaden inny powszechnie stosowany metal konstrukcyjny nie jest w stanie w pełni odtworzyć. Jego gęstość wynosi w przybliżeniu jedną trzecią gęstości stali, co bezpośrednio przekłada się na lżejsze gotowe zespoły — to kluczowa zaleta, ponieważ producenci konkurują ze sobą w zmniejszaniu masy urządzeń pod kątem wydajności transportu, obsługi przez użytkownika i zużycia energii podczas pracy. Pomimo małej gęstości, nowoczesne stopy aluminium — zwłaszcza serie 5000 i 6000 — osiągają wytrzymałość na rozciąganie wystarczającą do zastosowań konstrukcyjnych w ramach pralek, wewnętrznych panelach lodówek, obudowach klimatyzatorów i obudowach kuchenek mikrofalowych.
Oprócz swoich właściwości mechanicznych stop aluminium tworzy na swojej powierzchni naturalną warstwę tlenku, która zapewnia naturalną odporność na korozję bez konieczności stosowania dodatkowych procesów cynkowania lub powlekania. Ta warstwa pasywna chroni komponenty narażone na wilgoć, kondensację i środki czyszczące – warunki, które są rutynowe w środowisku urządzeń gospodarstwa domowego. Doskonała przewodność cieplna stopu sprawia, że jest on również preferowanym materiałem na elementy, które muszą skutecznie odprowadzać ciepło, takie jak wsporniki wymienników ciepła i mocowania silników w urządzeniach klimatyzacyjnych. Te połączone właściwości sprawiają, że stop aluminium nie tylko zastępuje cięższe metale, ale jest funkcjonalnie lepszym wyborem w wielu zastosowaniach związanych z tłoczeniem elementów elektronicznych.
Podstawowe funkcje tłoczenia części w sprzęcie gospodarstwa domowego
Urządzenie domowe tłoczenie części są szeroko stosowane w lodówkach, pralkach, klimatyzatorach i kuchenkach mikrofalowych – i w każdym przypadku służą jako podstawowe elementy konstrukcyjne lub funkcjonalne, bez których urządzenie nie mogłoby działać niezawodnie. Ich role obejmują trzy podstawowe kategorie: wsparcie strukturalne, połączenia mechaniczne i obudowę ochronną. Każda kategoria stawia inne wymagania dotyczące doboru materiału, tolerancji wymiarowej i wykończenia powierzchni.
Elementy wsparcia strukturalnego
Wsporniki i elementy podwozia stanowią podstawowy szkielet większości głównych urządzeń. Wsporniki mocują wewnętrzne silniki, sprężarki i pompy w precyzyjnych pozycjach, pochłaniając wibracje i zapobiegając dryfowi położenia podczas długotrwałej pracy. Podwozie podtrzymuje cały korpus urządzenia, równomiernie rozkładając obciążenie i zachowując geometryczne wyrównanie wymagane do prawidłowego dopasowania i prawidłowego funkcjonowania drzwi, szuflad i paneli. Części te muszą zachować swój kształt i integralność wymiarową pod wpływem ciągłych naprężeń mechanicznych i cykli termicznych – co stanowi podstawę do stosowania w ich produkcji stali o wysokiej wytrzymałości i stopów aluminium.
Mechaniczne połączenia i elementy łączące
Elementy łączące łączą kluczowe elementy urządzenia, przenosząc siłę mechaniczną i utrzymując zależności pozycyjne pomiędzy ruchomymi częściami. W pralkach tłoczone metalowe łączniki łączą system zawieszenia bębna z zewnętrzną konstrukcją wanny. W lodówkach wsporniki łączące wyrównują sprężarkę ze złączkami przewodu czynnika chłodniczego. Części te muszą osiągać wąskie tolerancje wymiarowe — zwykle w granicach ± 0,1 mm lub lepsze — aby zapewnić spójność montażu we wszystkich seriach produkcyjnych i aby połączone komponenty działały razem bez tarcia, niewspółosiowości lub przedwczesnego zużycia.
Porównanie materiałów: wybór odpowiedniego metalu dla każdej części
Wybór materiału na dowolną część do tłoczenia elektronicznego obejmuje dokładną analizę kompromisów pod względem wydajności mechanicznej, odporności na środowisko, odkształcalności i całkowitego kosztu produkcji. W poniższej tabeli porównano trzy podstawowe materiały stosowane w częściach do tłoczenia urządzeń gospodarstwa domowego pod względem kluczowych parametrów:
| Własność | Stal nierdzewna | Blacha ocynkowana | Stop aluminium |
| Siła | Wysoka | Średni | Średni–High |
| Waga | Ciężki | Średni | Światło |
| Odporność na korozję | Znakomicie | Dobrze | Bardzo dobrze |
| Formowalność | Umiarkowane | Wysoka | Wysoka |
| Koszt | Wysoka | Niski | Średni |
| Najlepsza aplikacja | Wysoka-stress structural parts | Ogólne obudowy i panele | Światłoweight structural and thermal parts |
Standardy jakości i wymagania kontrolne
Niezawodność części do elektronicznego tłoczenia jest nierozerwalnie związana z rygorystycznymi systemami kontroli jakości stosowanymi podczas ich produkcji. Podczas produkcji przeprowadzane są rygorystyczne kontrole jakości pod kątem płaskości i odporności na korozję, aby spełnić wymagania dotyczące długiej żywotności urządzeń gospodarstwa domowego. Płaskość jest szczególnie istotna w przypadku części, które służą jako powierzchnie montażowe lub powierzchnie uszczelniające — odchylenie nawet o ułamek milimetra może spowodować niewspółosiowość podczas montażu, zwiększone wibracje podczas pracy lub przedwczesną awarię uszczelnienia w urządzeniach narażonych na działanie wody lub wilgoci.
Równie istotne jest badanie odporności na korozję, szczególnie w przypadku części wykonanych z blachy ocynkowanej lub stopu aluminium, które będą instalowane w środowiskach regularnie narażonych na działanie wilgoci. Testy w mgle solnej zgodnie z normami ISO 9227 są powszechnie stosowane do symulacji lat rzeczywistego narażenia na korozję w przyspieszonych warunkach laboratoryjnych, co gwarantuje, że obróbka powierzchni i dobór materiałów podstawowych będą obowiązywać przez cały zamierzony okres użytkowania urządzenia. Kontrola wymiarowa przy użyciu współrzędnościowych maszyn pomiarowych (CMM) i optycznych systemów skanujących sprawdza, czy każda część jest zgodna z rysunkami technicznymi w określonych tolerancjach, zanim zostanie dopuszczona do montażu.
Monitorowanie jakości na linii produkcyjnej podczas samego procesu tłoczenia jest coraz bardziej powszechne w zakładach o dużej produkcji. Systemy czujników wbudowane w prasy do tłoczenia mogą wykrywać nieprawidłowe sygnatury sił, które wskazują na zużycie matrycy, zmianę grubości materiału lub niewspółosiowość podawania, co powoduje automatyczne odrzucenie części i ostrzeganie inżynierów procesu, zanim defekt rozprzestrzeni się na całą partię produkcyjną. Integracja monitorowania procesu w czasie rzeczywistym z inspekcją na dalszym etapie produkcji tworzy wielowarstwową strukturę zapewnienia jakości, która wspiera zarówno wysoką przepustowość, jak i niezmiennie wysoką jakość części.
Wpływ na wydajność montażu i trwałość urządzenia
Jako niezbędne akcesoria, części do tłoczenia elektronicznego bezpośrednio wpływają na wydajność montażu i ogólną trwałość sprzętu gospodarstwa domowego w sposób wykraczający daleko poza wydajność poszczególnych komponentów. Gdy części są produkowane z zachowaniem wąskich tolerancji, ze stałym wykończeniem powierzchni i dokładnym pozycjonowaniem otworów, pracownicy linii montażowych i zautomatyzowane systemy montażowe mogą je instalować szybko i powtarzalnie, bez konieczności ręcznej regulacji, podkładek regulacyjnych lub przeróbek. To bezpośrednio zmniejsza czas cyklu montażowego, koszty pracy i ryzyko wad powstałych podczas montażu, które objawiałyby się awariami w terenie dopiero po dotarciu produktu do konsumenta.
Trwałość na poziomie systemu zależy od łącznej wydajności każdego wytłoczonego komponentu w zespole. Pojedynczy wspornik o niewystarczającej wytrzymałości lub element łączący o słabej dokładności wymiarowej mogą skoncentrować naprężenia mechaniczne w niezamierzonych miejscach, przyspieszając uszkodzenie zmęczeniowe sąsiednich elementów i skracając efektywny okres użytkowania całego urządzenia. I odwrotnie, gdy każda część do elektronicznego tłoczenia – czy to ze stali nierdzewnej, blachy ocynkowanej czy stopu aluminium – jest produkowana zgodnie ze specyfikacją i sprawdzana w drodze rygorystycznej kontroli jakości, zmontowane urządzenie zapewnia niezawodne i bezproblemowe działanie przez cały przewidywany okres użytkowania. Jest to ostateczny miernik wartości, jaką wysokiej jakości części tłoczone zapewniają zarówno producentom, jak i użytkownikom końcowym.
Trendy napędzające innowacje w zakresie tłoczenia części do urządzeń
Projektowanie i produkcja elektronicznych części do tłoczenia ewoluuje w odpowiedzi na szersze trendy w elektronice użytkowej i inżynierii sprzętu gospodarstwa domowego. Inicjatywy mające na celu zmniejszenie ciężaru zmuszają inżynierów do zastępowania elementów stalowych alternatywnymi stopami aluminium, wszędzie tam, gdzie pozwalają na to wymagania konstrukcyjne, ze względu na cele w zakresie efektywności energetycznej i rosnące koszty materiałów. Zaawansowane stopy aluminium o wysokiej wytrzymałości umożliwiają to przejście bez utraty wydajności mechanicznej wymaganej przez części konstrukcyjne, umożliwiając producentom zmniejszenie masy produktu o 20–30% w niektórych zespołach bez uszczerbku dla trwałości i żywotności.
- Progresywne tłoczenie: Wielostopniowe matryce progresywne zastępują narzędzia jednooperacyjne w zakładach o dużej produkcji, umożliwiając wykonanie skomplikowanych geometrii części w jednej sekwencji skoku prasy przy minimalnych stratach materiału i obsłudze.
- Przygotowanie półfabrykatu wycinanego laserowo: Cięcie laserowe jest coraz częściej stosowane do przygotowania półfabrykatów o kształcie netto lub prawie netto do tłoczenia stopów aluminium, redukując wady krawędzi i poprawiając spójność wymiarową w porównaniu z tradycyjnym wykrawaniem mechanicznym.
- Zintegrowana obróbka powierzchni: Anodowanie, malowanie proszkowe i bezchromianowe powłoki konwersyjne są nakładane równolegle z operacjami tłoczenia części ze stopów aluminium, skracając czas realizacji i zapewniając przyczepność powłoki na świeżo uformowanych powierzchniach.
- Symulacja cyfrowego bliźniaka: Symulacja formowania oparta na CAE jest obecnie standardową praktyką przy opracowywaniu matryc, umożliwiając inżynierom przewidywanie sprężynowania, pocieniania i marszczenia wytłoczek ze stopu aluminium przed wyprodukowaniem pierwszego fizycznego prototypu, znacznie skracając czas i koszty opracowywania narzędzi.
-
Poprzedni post
Od paneli nadwozia po obudowy akumulatorów: inżynieria stojąca za matrycami do głębokiego tłoczenia w branży motoryzacyjnej
Następny post
Precyzyjne tłoczniki do elektroniki i sprzętu AGD: wysokowydajne rozwiązania produkcyjne w 2026 r.
Nasz Produkty.
Rozpocznij swoją działalność z producentem OEM właśnie tutaj!
Dostarczaj klientom na całym świecie kompletne rozwiązania „pod klucz”.
przez
innowacja!
SZYBKIE LINKI
INFORMACJE KONTAKTOWE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Prawa autorskie © Suzhou Shuangqisi Mold Equipment Co., Ltd. Wszelkie prawa zastrzeżone. Niestandardowa matryca do stemplowania Producenci matryc do tłoczenia metali
