-
Części do tłoczenia fotelików samochodowych
Części tłoczone do siedzeń samochodowych to met...
-

Części do tłoczenia samochodów ciężarowych
Nasze części tłoczone do samochodów ciężarowych...
-
Wysokiej klasy części do tłoczenia w piekarniku
Nasze wysokiej klasy części do tłoczenia piekar...
-
Wysokiej klasy duże części do tłoczenia komputerowego
Nasze wysokiej klasy duże części do tłoczenia k...
-

Części tłoczone do obudowy silnika samochodowego
Części tłoczone do obudów silników samochodowyc...
-
Części tłoczone na pokrywie baterii
Nasze części do tłoczenia pokryw akumulatorów t...
Wiadomości branżowe
Dom / Wiadomości / Wiadomości branżowe / Części do tłoczenia siedzeń samochodowych: precyzyjna produkcja, przenoszenie obciążeń i dobór materiałów
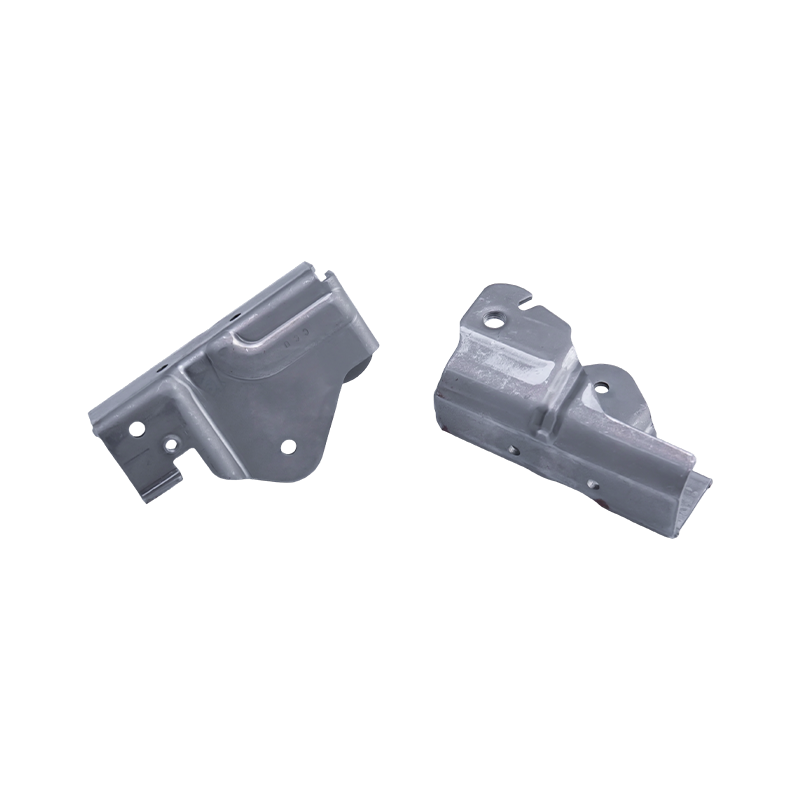
Części do tłoczenia siedzeń samochodowych: precyzyjna produkcja, przenoszenie obciążeń i dobór materiałów
2026-06-04
Panel drzwi samochodu musi pasować równo i dobrze wyglądać. Wytłoczenie ramy siedzenia musi spełniać znacznie więcej: musi przenosić statyczny ciężar pasażera przez setki tysięcy cykli, absorbować siły dynamiczne powstające podczas twardego hamowania i nierównej nawierzchni oraz utrzymywać swoją geometrię na tyle precyzyjnie, aby zaczep pasa bezpieczeństwa, mechanizm odchylania fotela i szyna ślizgowa zostały zmontowane i działały prawidłowo. To połączenie wymagań konstrukcyjnych, zmęczeniowych i wymiarowych sprawia, że części do tłoczenia siedzeń samochodowych to jeden z najbardziej wymagających komponentów, jaki wyprodukuje precyzyjna matryca do metalu — i wyraźny wskaźnik poziomu inżynierii producenta.
W tym artykule zbadano pięć wymiarów inżynieryjnych, które określają, czy wytłoczona rama siedzenia działa niezawodnie przez cały okres użytkowania pojazdu: wymagania dotyczące tolerancji, dobór materiałów, precyzja matrycy, obciążenie i kompatybilność z wieloma pojazdami.

Dlaczego części do tłoczenia siedzeń samochodowych mają bardziej rygorystyczne tolerancje niż większość elementów nadwozia
Wytłoczenia paneli nadwozia ocenia się przede wszystkim na podstawie wyglądu powierzchni i dopasowania. Widoczna jest szczelina o 0,5 mm za szeroka; szczelina o 0,3 mm za mała powoduje kolizję montażową. Jedno i drugie jest niedopuszczalne, ale żadne z nich nie stanowi problemu bezpieczeństwa. Wytłoczki ramy siedzeń działają w zasadniczo odmienny sposób: błąd wymiarowy w elemencie konstrukcyjnym przekłada się na zmniejszoną nośność, niewspółosiowe interfejsy krytyczne dla bezpieczeństwa i przedwczesne pękanie zmęczeniowe.
Rozważ wspornik montażowy mechanizmu fotela. Otwory na śruby muszą być rozmieszczone z dokładnością do ułamków milimetra, aby zapewnić równomierne zaczepienie fotela o zęby blokujące w całym zakresie regulacji. Przesunięty układ otworów powoduje mimośrodowe obciążenie mechanizmu blokującego – nie jest to od razu widoczne, ale stopniowo pogarsza się w miarę użytkowania fotelika. Tę samą logikę stosuje się do punktów mocowania szyn ślizgowych, które muszą rozkładać obciążenie pasażerów symetrycznie na obie szyny; każda asymetria koncentruje naprężenia w jednym osprzęcie i przyspiesza zużycie lub uszkodzenie zmęczeniowe.
Norma tolerancji dla części do tłoczenia siedzeń samochodowych wyprodukowane zgodnie z normami bezpieczeństwa motoryzacyjnego jest zatem bardziej rygorystyczny niż ogólne wytłoczenia nadwozia – i jest egzekwowany nie tylko podczas pierwszej kontroli artykułu, ale także w kolejnych seriach produkcyjnych, ponieważ różnice między częściami produkowanymi na początku i na końcu wpływają na przepustowość linii montażowej i czas regulacji na końcu linii.
Stal o wysokiej wytrzymałości a stop aluminium: wybór odpowiedniego materiału na wytłoczki ramy siedzenia
Decyzja dotycząca materiału dotyczącego wytłoczek ramy siedzenia nie jest podejmowana jednorazowo w odniesieniu do całego siedzenia — jest to optymalizacja poszczególnych elementów, która równoważy wymagania wytrzymałościowe, złożoność formy, docelową wagę i koszt.
Stal o wysokiej wytrzymałości pozostaje dominującym materiałem na elementy konstrukcyjne ramy siedzeń. Zaawansowane stale o wysokiej wytrzymałości (AHSS) o wytrzymałości na rozciąganie w zakresie 600–1500 MPa zapewniają granicę plastyczności niezbędną do wsporników foteli, wzmocnień miednicy siedzeń i ram oparć siedzeń, aby wytrzymać obciążenie momentem wstecznym 530 Nm określone w normach bezpieczeństwa siedzeń samochodowych bez trwałego odkształcenia. Wysoka sztywność materiału wytrzymuje również momenty zginające powstające podczas przenoszenia obciążenia pasów bezpieczeństwa przez ramę siedzenia podczas zderzenia czołowego. Kompromis polega na tym, że stale o wysokiej wytrzymałości wymagają bardziej wydajnego oprzyrządowania – większego tonażu prasy, precyzyjnych materiałów matrycy i ostrożnego zarządzania siłą uchwytu półfabrykatu – ponieważ ich zmniejszona plastyczność w porównaniu ze stalą miękką pozostawia mniejszy margines na błędy formowania przed wystąpieniem pęknięć.
Stop aluminium jest coraz częściej stosowany w elementach siedzeń, w których priorytetem jest redukcja masy, szczególnie w pojazdach elektrycznych, gdzie efektywny zasięg uzasadnia wyższe koszty materiałów i oprzyrządowania. Wytłoczki aluminiowej ramy siedziska mogą zmniejszyć masę elementu o 30–40% w porównaniu do stalowych odpowiedników. Wyzwanie polega na tym, że niższa granica plastyczności aluminium zwykle wymaga grubszych przekrojów lub konstrukcyjnego wzmocnienia, aby osiągnąć równoważne właściwości konstrukcyjne – częściowo równoważąc przewagę wagową. Większa sprężyna podczas formowania wymaga również bardziej precyzyjnej kompensacji matrycy i ściślejszej kontroli procesu w celu utrzymania dokładności wymiarowej.
W praktyce w zespołach siedzeń często stosuje się stal o wysokiej wytrzymałości na główne ścieżki obciążenia (rama oparcia, wspornik fotela, wzmocnienie kotwicy pasów bezpieczeństwa) oraz stop aluminium do konstrukcji drugorzędnych, gdzie redukcja masy przynosi wyraźną korzyść, a obciążenia szczytowe są niższe (podłużnice miski poduszki, wsporniki prowadnic zagłówka).
Jak precyzyjne matryce do tłoczenia określają nośność
Właściwości mechaniczne tłoczonej części ramy siedzenia są określone częściowo przez surowiec, a częściowo przez sam proces tłoczenia. Matryca, która wytwarza nierówną grubość ścianki – poprzez nierówną siłę uchwytu półwyrobu, zużyte promienie stempla lub niedokładny luz pomiędzy stemplem a matrycą – powoduje lokalne pocienienie wytłoczonej części. Te cienkie strefy stają się skupiskami naprężeń: pierwszymi miejscami uginającymi się pod obciążeniem statycznym i miejscami inicjacji pęknięć zmęczeniowych pod obciążeniem cyklicznym.
Jest to bezpośrednie mechaniczne połączenie pomiędzy precyzja matrycy i nośność tłoczenia gniazda . Matryca obrobiona z dokładnością do 0,002 mm na krytycznych powierzchniach formujących wytwarza części o stałej grubości ścianki na całej głębokości tłoczenia. Obciążenie użytkownika rozkłada się równomiernie na całą sekcję, naprężenia robocze pozostają znacznie poniżej granicy zmęczenia materiału, a część spełnia swój projektowany okres trwałości. Matryca ze zużytymi lub nieprecyzyjnie obrobionymi promieniami wytwarza części, w których koncentruje się pocienienie, podwyższone naprężenia lokalne i zmniejszona trwałość zmęczeniowa – często bez jakiejkolwiek niezgodności wymiarowej wykrywalnej podczas rutynowej kontroli.
Jakość krawędzi ma to samo znaczenie. Zadziory i mikropęknięcia na wykrawanych krawędziach, spowodowane tępym lub źle dopasowanym oprzyrządowaniem, działają jako miejsca inicjacji pęknięć. Pod cyklicznym obciążeniem podczas normalnej jazdy – drganiami nawierzchni, cyklami regulacji siedzeń, wsiadaniem i wysiadaniem pasażerów – te defekty krawędziowe rozprzestrzeniają się, przekształcając się w pęknięcia zmęczeniowe w materiale podstawowym. Gładkie, dobrze podparte krawędzie ścinające uzyskane dzięki precyzyjnemu oprzyrządowaniu eliminują ten rodzaj awarii.
Dla Matryce do głębokiego tłoczenia elementów ram siedzeń samochodowych i elektrycznych Dlatego też projektu i jakości produkcji oprzyrządowania nie można oddzielić od właściwości konstrukcyjnych wytwarzanych przez nie części.
Obciążenie statyczne i dynamiczne: jakie muszą wytrzymać części tłoczone gniazda
Wytłoczki ram siedzeń przenoszą trzy różne kategorie obciążeń, a każda z nich ma inne konsekwencje dla projektu i specyfikacji materiału.
Obciążenia statyczne reprezentują utrzymujący się ciężar pasażera — zazwyczaj 75–100 kg na jedną osobę, działający w sposób ciągły przez poduszkę siedzenia i oparcie. Obciążenia te określają minimalne pole przekroju poprzecznego i granicę plastyczności materiału wymaganą, aby zapobiec trwałemu odkształceniu podczas normalnego użytkowania. Wydajność obciążenia statycznego można łatwo przetestować i zweryfikować, a większość uszkodzeń stempli gniazda przypisywanych „przeciążeniu statycznemu” to w rzeczywistości uszkodzenia zmęczeniowe, które nasilają się przez pewien czas, zanim pojawi się widoczna deformacja.
Obciążenia dynamiczne powstają w wyniku przyspieszania pojazdu, hamowania, pokonywania zakrętów i nierówności nawierzchni drogi. Podczas gwałtownego hamowania przy opóźnieniu 1 g bezwładność pasażera ważącego 75 kg do przodu generuje obciążenie w przybliżeniu 750 N przechodzące przez oparcie siedzenia, do mechanizmu odchylającego fotela i wytłoczeń ramy oparcia. Na nierównych nawierzchniach możliwe są przyspieszenia pionowe rzędu 2–3 g, powodujące zmianę ramy siedzenia przy częstotliwościach 1–20 Hz przez tysiące godzin przez cały okres eksploatacji pojazdu. Odporność na wibracje — zdolność tłoczonej konstrukcji do utrzymania swojej geometrii i właściwości mechanicznych pod wpływem cyklicznego obciążenia — to wymiar wydajności, który jest często niedoceniany we wstępnych przeglądach projektu, ale staje się widoczny w długoterminowych testach trwałości.
Ładunki awaryjne reprezentuje najgorszy przypadek. W przypadku zderzenia czołowego przy prędkości 50 km/h z zapiętym pasem bezpieczeństwa rama siedzenia musi przenosić energię kinetyczną pasażera na konstrukcję pojazdu, nie powodując pękania ani umożliwiając przemieszczenia siedzenia, które mogłoby spowodować obrażenia pasażera. Obciążenia te są o rząd wielkości wyższe niż obciążenia dynamiczne podczas jazdy, a wytłoczone części w kotwicy pasa bezpieczeństwa, ramie tylnej i mechanizmie blokującym szynę ślizgową znajdują się na głównej ścieżce obciążenia.
Jednoczesne spełnienie wszystkich trzech kategorii obciążeń wymaga, aby proces tłoczenia zapewniał zarówno dokładność wymiarową, jak i spójne właściwości mechaniczne — dlatego też identyfikowalność materiału i monitorowanie grubości w trakcie procesu to standardowe wymagania w łańcuchach dostaw komponentów siedzeń samochodowych.
Wymagania dotyczące zgodności z wieloma pojazdami i dokładności wymiarowej OEM
Dostawca stempli z jednym siedzeniem rzadko obsługuje jedną platformę pojazdu. Klienci OEM i producenci siedzeń Tier 1 pozyskują wytłoczone komponenty, które muszą pasować do wielu linii pojazdów, często o różnych średnicach, konfiguracjach montażowych i wymaganiach dotyczących obciążenia bezpieczeństwa. Zarządzanie tą wieloplatformową złożonością bez zwiększania kosztów narzędzi to jedna z kluczowych kompetencji, która oddziela kompetentnych dostawców stempli od przetwórców towarów.
Podstawą kompatybilności z wieloma pojazdami jest dokładność wymiarowa na poziomie poszczególnych cech – a nie tylko ogólnej geometrii części. Tolerancje położenia otworów wynoszące ±0,15 mm lub mniej w przypadku elementów montażowych i lokalizacyjnych zapewniają, że ta sama wytłoczona część jest prawidłowo montowana w różnych konstrukcjach ramy siedzenia, bez konieczności ręcznej regulacji lub przeróbek. Ten poziom dokładności można osiągnąć tylko wtedy, gdy matryca zostanie zaprojektowana z odpowiednimi odniesieniami do punktów odniesienia, obrobiona maszynowo z wąskimi tolerancjami cech i sprawdzona poprzez pełną kontrolę pierwszego artykułu względem modelu CAD klienta przed uruchomieniem produkcji.
W tym kontekście niestandardowe projektowanie matryc nie jest kosztem ogólnym — jest to mechanizm, dzięki któremu osiągana jest dokładność wymiarowa i kompatybilność z wieloma pojazdami. Matryca zaprojektowana specjalnie pod kątem geometrii części, z pozycjami elementów i prześwitami dopasowanymi do wymagań formowania części, będzie konsekwentnie wytwarzać części, które są prawidłowo montowane. Ogólna lub zmodyfikowana matryca będzie wymagała ciągłego sortowania, podkładek lub regulacji w celu utrzymania akceptowalnych wymiarów.
The pełna gama części do tłoczenia samochodów w SQS jest produkowany z matryc zaprojektowanych i wyprodukowanych wewnętrznie, co gwarantuje, że wymagania wymiarowe platformy pojazdu każdego klienta są od samego początku uwzględniane w oprzyrządowaniu, a nie kompensowane w produkcji.
Zintegrowana zaleta SQS w zakresie produkcji matryc i części do wytłoczek gniazd
Konwencjonalny łańcuch dostaw wytłoczek siedzeń samochodowych oddziela produkcję matryc od produkcji części: narzędziownia buduje matrycę, kwalifikuje ją i przekazuje do tłoczni, która prowadzi produkcję. Przy każdym przekazaniu informacje o tym, dlaczego matryca została zaprojektowana w określony sposób – kolejność formowania, ustawienia siły uchwytu półfabrykatu, kompensacja luzu matrycy przy sprężynowaniu – są częściowo tracone. Inżynierowie produkcji optymalizują wydajność, a nie charakterystykę części zamierzoną przez projektanta matrycy.
Suzhou Shuangqisi Mold Equipment Co., Ltd. obsługuje obie funkcje pod jednym dachem. Ten sam zespół inżynierów, który projektuje tłocznik elementu ramy siedzenia, obsługuje również prasę wytwarzającą te części. Kiedy w produkcji pojawia się odchylenie wymiarowe – jak to ma miejsce w okresie użytkowania matrycy w wyniku stopniowego zużycia – reakcją jest świadoma korekta matrycy, a nie obejście procesu. Rezultatem jest bardziej spójna jakość części w całym cyklu produkcyjnym i szybsza droga do pierwotnej przyczyny w przypadku wystąpienia niezgodności.
Infrastruktura produkcyjna SQS wspiera tę integrację na poziomie precyzji wymaganej w przypadku tłoczeń siedzeń samochodowych. Elektrodrążarki drutowe pochodzące z Japonii osiągają dokładność obróbki w zakresie 0,002 mm w przypadku cech matrycy, zapewniając, że powierzchnie formujące, które określają grubość ścianki, jakość krawędzi i położenie otworu, są utrzymywane z tolerancjami wymaganymi w projekcie części. Flota pras o nacisku od 80 ton do 400 ton obejmuje pełen zakres geometrii tłoczenia ram siedzisk, od małych elementów wsporników po konstrukcje pełnych ram tylnych. Dzięki ponad 15-letniemu doświadczeniu w obsłudze klientów OEM i dostawców motoryzacyjnych poziomu 1 oraz zespołowi 60 pracowników technicznych zajmujących się projektowaniem, produkcją i zapewnianiem jakości matryc, SQS zapewnia głębokość inżynieryjną wymaganą przez programy tłoczenia ram siedzeń.
Dla OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
Poprzedni post
Części do tłoczenia metali do sprzętu AGD: materiały, precyzja i rozwiązania niestandardowe
Następny post
Projekt matrycy do głębokiego tłoczenia: przewodnik po stemplu, matrycy, prześwicie i wielostopniowej redukcji
Nasz Produkty.
Rozpocznij swoją działalność z producentem OEM właśnie tutaj!
Dostarczaj klientom na całym świecie kompletne rozwiązania „pod klucz”.
przez
innowacja!
SZYBKIE LINKI
INFORMACJE KONTAKTOWE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Prawa autorskie © Suzhou Shuangqisi Mold Equipment Co., Ltd. Wszelkie prawa zastrzeżone. Niestandardowa matryca do stemplowania Producenci matryc do tłoczenia metali
