-
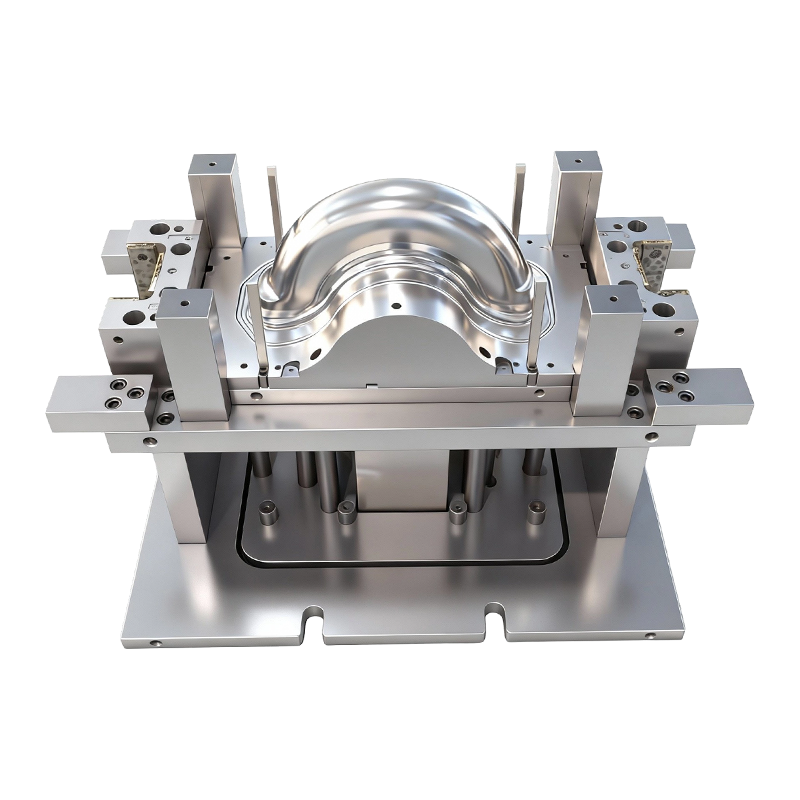
Forma do głębokiego tłoczenia do przednich i tylnych kół dwukołowych pojazdów elektrycznych
Ta forma do głębokiego tłoczenia przednich i ty...
-
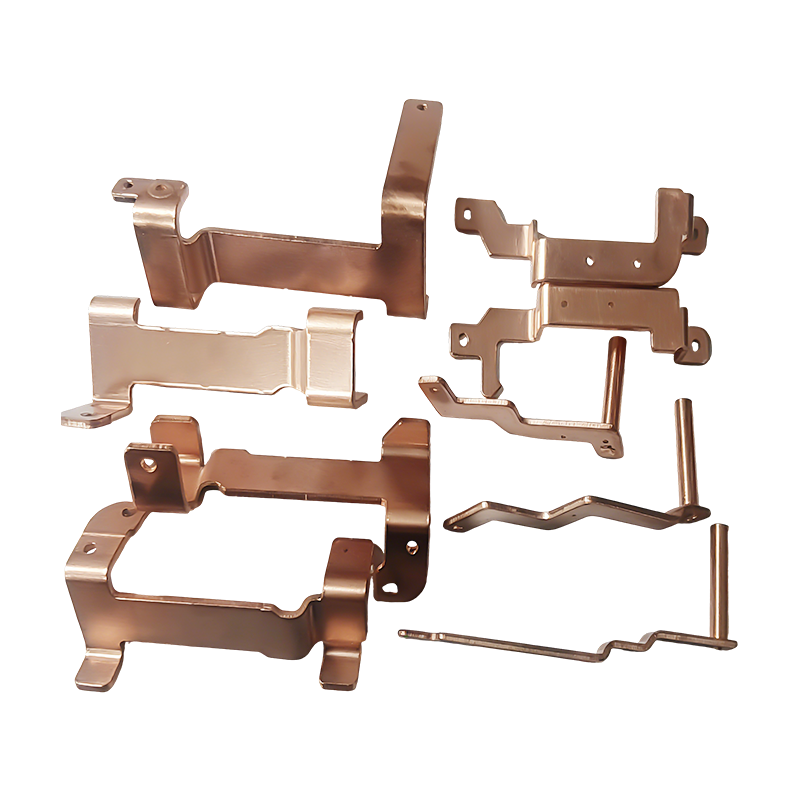
Nowe części do tłoczenia miedzianych szyn zbiorczych pojazdów energetycznych
Nowe części do tłoczenia miedzianych szyn zbior...
-
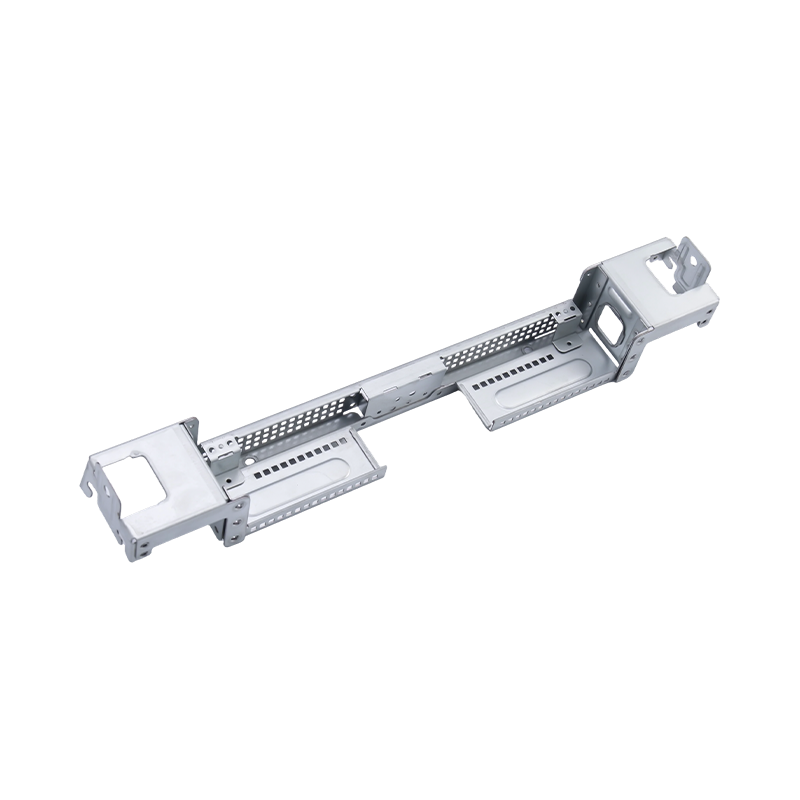
Wysokiej klasy duże części do tłoczenia komputerowego
Nasze wysokiej klasy duże części do tłoczenia k...
-
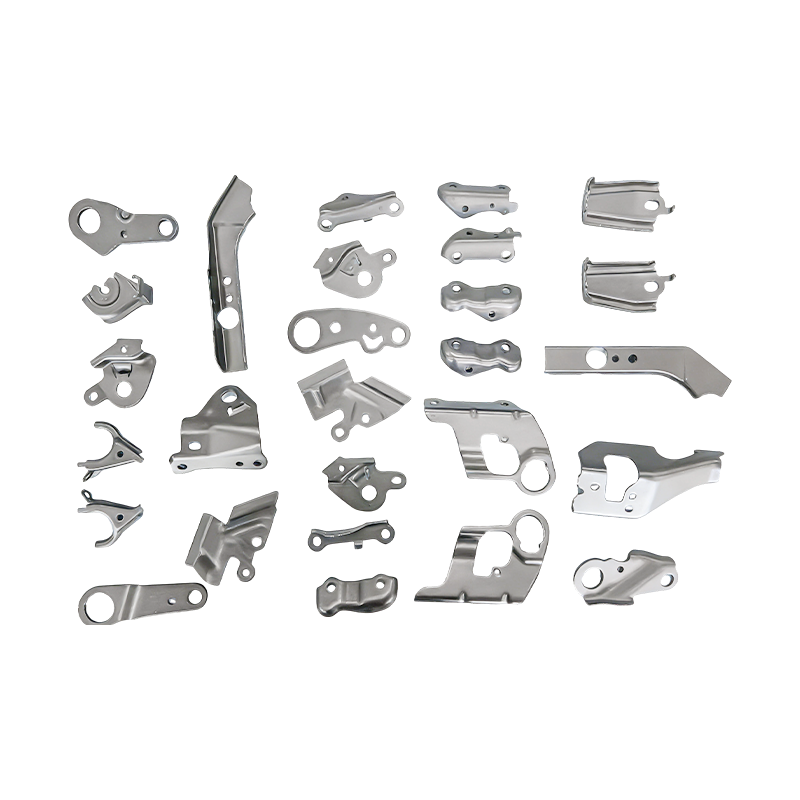
Małe części samochodowe, części do progresywnego tłoczenia
Nasze małe części samochodowe do progresywnego ...
-
Automatyczna forma do nitowania dla dużej podstawy maszyny komputerowej
Ta automatyczna forma do nitowania dla dużej po...
-
Wysokiej klasy części do tłoczenia w piekarniku
Nasze wysokiej klasy części do tłoczenia piekar...
Wiadomości branżowe
Dom / Wiadomości / Wiadomości branżowe / Projekt matrycy do głębokiego tłoczenia: przewodnik po stemplu, matrycy, prześwicie i wielostopniowej redukcji
Projekt matrycy do głębokiego tłoczenia: przewodnik po stemplu, matrycy, prześwicie i wielostopniowej redukcji
2026-05-20
Blacha wchodząca do matrycy jako płaski półfabrykat i wychodząca jako jednolity, pusty element – ta transformacja zależy całkowicie od tego, jak dobrze zaprojektowano matrycę. Projekt matrycy do głębokiego tłoczenia nie jest pojedynczą decyzją, ale łańcuchem wyborów technicznych, z których każdy otwiera lub zamyka okno, w którym może nastąpić pomyślne formowanie. Źle określony promień stempla, zbyt mały uchwyt półfabrykatu lub źle obliczony luz mogą całkowicie zapaść to okno, powodując powstawanie pękniętych lub pomarszczonych złomu w dużych ilościach. W poniższych sekcjach omówiono wszystkie główne zmienne projektowe i wyjaśniono, co kontroluje każda z nich.
Co faktycznie kontroluje projekt głębokiego tłoczenia
Zestaw narzędzi do głębokiego tłoczenia składa się z trzech głównych elementów: stempla, matrycy i półfabrykatu. Stempel wpycha płaski półfabrykat do wnęki matrycy. Matryca określa zewnętrzną geometrię gotowej części. Uchwyt półwyrobu dociska kołnierz półwyrobu, aby regulować ilość materiału podawanego do wnęki podczas skoku.
Każdy element musi być zaprojektowany w odniesieniu do pozostałych. Średnica stempla określa wewnętrzną średnicę wyciąganego kubka; średnica matrycy jest większa o wielkość luzu roboczego. Uchwyt zaślepki znajduje się pomiędzy nimi, utrzymując nacisk na kołnierz przez cały skok. Gdy relacje między tymi trzema składnikami są prawidłowe, metal płynie do wewnątrz i w dół, bez marszczenia się na kołnierzu i pękania w miejscu dziobka stempla. Kiedy jakikolwiek związek jest nieprawidłowy, natychmiast pojawia się jeden z tych dwóch trybów awarii.
Do produkcji wielkoseryjnej, zestawy matryc do głębokiego tłoczenia klasy samochodowej dodaj dalsze wymagania: dłuższa żywotność narzędzia, ścisła spójność między częściami i kompatybilność z zautomatyzowanymi systemami przenoszenia. Wymagania te zwiększają znaczenie każdej decyzji projektowej opisanej poniżej.
Geometria stempla i matrycy: skąd pochodzi kształt części
Promień czoła stempla i promień wejścia matrycy to dwa najważniejsze parametry geometryczne przy projektowaniu matryc do głębokiego tłoczenia. Obydwa kontrolują sposób wyginania się metalu podczas przejścia z płaskiego półfabrykatu w narysowaną ścianę.
Promień nosa stempla jest zwykle ustawiana na wartość od cztero do ośmiokrotności grubości materiału dla stali standardowych. Zbyt mały promień koncentruje naprężenia rozciągające na zgięciu, powodując pocienienie i ewentualne pęknięcie. Zbyt duży promień powoduje, że metal wygina się, zanim zostanie uchwycony przez ściankę matrycy, powodując zmarszczki na ścianie.
Promień wejścia matrycy — czasami nazywany promieniem naroża matrycy — reguluje opór, jaki napotyka półfabrykat podczas przeciągania go przez krawędź matrycy. Dobrze wypolerowany promień matrycy o odpowiedniej wielkości zmniejsza tarcie i umożliwia płynny przepływ materiału do gniazda. Standardowa praktyka ustala ten promień jako cztero- do dziesięciokrotną grubość materiału, w zależności od współczynnika rozciągania i plastyczności materiału. Niewymiarowe promienie zwiększają ryzyko rozdarcia; nadmierne promienie w cienkich materiałach tworzą niepodparte rozpiętości, które wyginają się w zmarszczki.
W przypadku części o przekroju kwadratowym lub prostokątnym promienie naroży wymagają indywidualnej uwagi. Narożniki skupiają naprężenia ściskające podczas formowania, a duże promienie naroży — zwykle większe niż w przypadku równoważnych części okrągłych — umożliwiają głębsze zaciągnięcie w jednej operacji bez marszczenia narożników.
Luz roboczy pomiędzy stemplem a matrycą
Luz to promieniowa szczelina pomiędzy stemplem a ścianą matrycy. Podczas ciągnienia metal musi przejść przez tę szczelinę i zazwyczaj nieznacznie gęstnieje w miarę przepływu do wewnątrz. Luz musi uwzględniać to zgrubienie, nie ściskając metalu tak mocno, że tarcie wzrośnie do niszczycielskiego poziomu, i nie pozostawiając tak dużej przestrzeni, aby metal wyginał się bocznie, tworząc zmarszczki ścian.
W przypadku większości stali niskowęglowych akceptowanym zakresem początkowym jest luz roboczy wynoszący od 1,07 do 1,15 grubości materiału na stronę. Twardsze lub grubsze materiały mogą wymagać luzu w górnej części tego zakresu. Cieńsze materiały i węższe tolerancje grubości ścianki spychają projekt w stronę dolnego końca. Progresywne systemy matryc do wielostanowiskowe, postępowe matryce do głębokiego tłoczenia samochodowego zastosuj tę samą logikę na każdej kolejnej stacji, przy czym luz zwykle się zwiększa, gdy średnica panewki zmniejsza się, a jednorodność ścian staje się bardziej krytyczna.
Wybór materiału i jego wpływ na konstrukcję matrycy
Projektant matrycy nie może wybrać materiału części, ale właściwości materiału określają, które parametry projektowe są wykonalne. Szczególnie istotne są dwie właściwości blachy: wykładnik umocnienia przez odkształcenie (wartość n) i współczynnik odkształcenia plastycznego (wartość r, zwany także współczynnikiem Lankforda).
Wysoka wartość n oznacza, że materiał szybko twardnieje podczas rozciągania, co powoduje bardziej równomierne rozłożenie odkształcenia na blankiecie. Pozwala to na bardziej agresywne współczynniki rozciągania przed złamaniem. Wysoka wartość r oznacza, że materiał jest odporny na rozcieńczanie w kierunku grubości i preferuje przepływ w płaszczyźnie arkusza – dokładnie to, czego wymaga głębokie tłoczenie. Materiały o wysokich wartościach r można rozciągać do większych stosunków głębokości do średnicy, zanim zostanie osiągnięta granica pękania dziobka.
W praktyce stal pozbawiona międzywęzłów (IF) o wartościach r powyżej 1,8 umożliwia konstrukcje matryc o głębszych głębokościach pojedynczego tłoczenia i większych stosunkach średnicy półfabrykatu do stempla niż konwencjonalna stal niskowęglowa o wartościach r bliskich 1,0. Stopy aluminium mają na ogół wartości r poniżej 1,0, co oznacza, że konstrukcje matryc do aluminium muszą w większym stopniu opierać się na wielostopniowej redukcji ciągnienia i dokładniejszej kontroli uchwytu półfabrykatu, aby osiągnąć tę samą głębokość panewki. Te same zasady obowiązują przy projektowaniu precyzyjne elementy do tłoczenia samochodów gdzie wąskie tolerancje wymiarowe zwiększają wyzwania związane ze zmiennością materiału.
Wielostopniowa redukcja poboru: gdy jedna operacja to za mało
Kiedy wymagany stosunek głębokości do średnicy gotowej części przekracza to, co można bezpiecznie osiągnąć przy pojedynczym ciągnięciu – zazwyczaj w przypadku większości stali współczynnik rozciągania przekracza 2,0 do 2,2 – projekt musi obejmować wiele etapów ciągnienia. Każdy stopień zmniejsza średnicę przyssawki, zwiększając jednocześnie jej wysokość, a każdy stopień ma swój własny stempel, matrycę i półfabrykat.
Pierwsze pociągnięcie powoduje, że płaski blank osiąga maksymalny współczynnik naciągu, na jaki pozwala materiał. Kolejne przeciągnięcia działają na już uformowanej misce i mogą osiągnąć współczynniki rozciągania od 1,2 do 1,4 na etap, ponieważ metal na kołnierzu jest już częściowo utwardzony przez zgniot i niesie ze sobą mniejsze ryzyko poważnych zmarszczek. W przypadku materiałów szybko twardniejących podczas pracy może być wymagane wyżarzanie między etapami, aby przywrócić plastyczność przed kolejną redukcją.
| Narysuj etap | Typowy maksymalny współczynnik naciągu | Notatki |
|---|---|---|
| Pierwszy remis | 1,8 – 2,2 | Zależy od wartości r i grubości półfabrykatu |
| Drugie losowanie (przerysowanie) | 1,2 – 1,4 | Mniejsze ryzyko dzięki wcześniejszemu hartowaniu |
| Trzeci remis i kolejne | 1.1 – 1.3 | Pomiędzy etapami może być wymagane wyżarzanie |
Projekty wieloetapowe zwiększają koszty oprzyrządowania i czas prasowania, ale często są jedyną drogą do wymaganej geometrii części. Porównanie ekonomiczne podejścia jednoetapowego i wieloetapowego jest ściśle powiązane z wielkością produkcji – czynnik ten zbadano bardziej szczegółowo w artykule na temat różnice w kosztach pomiędzy produktami do tłoczenia metali i produktami do głębokiego tłoczenia .

Rysuj koraliki i ciśnienie spoiwa: dostrajanie przepływu materiału
Koraliki rysunkowe to wypukłe krawędzie wkręcone w powierzchnię spoiwa (pusty uchwyt). Gdy blank ślizga się po nich podczas ciągnięcia, powodują one odkształcenia zginające i nieugięte, co stwarza dodatkowy opór dla przepływu materiału. Zmieniając wysokość, szerokość i położenie ściegów ciągnących na obwodzie półwyrobu, projektant matrycy może kontrolować ilość materiału wchodzącego do wnęki matrycy w każdym punkcie – przekierowując przepływ z obszarów podatnych na rozdarcie w stronę obszarów, które w przeciwnym razie mogłyby się marszczyć.
Pozycjonowanie ściegu jest szczególnie ważne w przypadku części nieosiowosymetrycznych, takich jak panele nadwozia samochodowego, gdzie różne sekcje obwodu półwyrobu wymagają bardzo różnych oporów przepływu. Części o dużych płaskich powierzchniach otoczone głębokimi rysunkami często wymagają koralików ciągnących, aby zapobiec zniekształceniom powierzchni płaskich pod spoiwem.
Docisk spoiwa uzupełnia konstrukcję stopki rysującej. Spoiwo musi wywierać wystarczającą siłę, aby zapobiec wyboczeniu kołnierza w zmarszczki, ale nie na tyle, aby zablokować przepływ materiału do wnęki, co zwiększyłoby naprężenie rozciągające w ściance misy aż do pęknięcia. Prawidłowe ciśnienie spoiwa mieści się zatem w oknie procesowym, którego granice są określone przez granicę marszczenia poniżej i granicę pękania powyżej. Następny artykuł z tej serii dotyczy interakcji współczynnika naciągu i siły uchwytu półfabrykatu w celu zdefiniowania i kontrolowania tego okna.
Smarowanie i wykończenie powierzchni matrycy
Tarcie na promieniu wejścia matrycy i na styku półfabrykatu uchwytu ma bezpośredni wpływ na naprężenie rozciągające przenoszone przez ściankę miseczki. Wyższe tarcie oznacza większe naprężenie ścianki, co przesuwa proces bliżej granicy pękania. Skuteczne smarowanie zmniejsza to naprężenie i poszerza okno procesowe.
Wykończenie powierzchni matrycy współdziała ze smarowaniem. Polerowany promień matrycy o chropowatości powierzchni poniżej Ra 0,4 µm umożliwia utworzenie spójnej warstwy smaru, zmniejszając zmienność tarcia. Szorstkie lub porysowane powierzchnie nierównomiernie zatrzymują smar i wprowadzają miejscową koncentrację naprężeń, które mogą zainicjować pękanie przy niższych niż oczekiwane naprężeniach ścian.
Wybór smaru zależy od pobieranego materiału. Stale niskowęglowe tolerują szeroką gamę środków smarnych, od lekkich olejów do ciągnienia po ciężkie związki EP (do ekstremalnych ciśnień). Stopy aluminium wymagają smarów, które nie wchodzą w reakcję z powierzchnią metalu, ponieważ reaktywne związki mogą powodować zacieranie i zadrapania powierzchni. Stale nierdzewne, które szybko twardnieją, często wymagają chlorowanych środków smarnych, aby poradzić sobie z wysokimi ciśnieniami międzyfazowymi powstającymi podczas ciągnienia.
Wybór stali narzędziowej i trwałość matrycy
Żywotność matrycy w przypadku głębokiego tłoczenia jest ograniczona przez zużycie ścierne w promieniu wejścia matrycy oraz zatarcie na powierzchni spoiwa. Obydwa mechanizmy przyspieszają, gdy ciśnienie spoiwa jest wysokie, film smarny pęka lub w materiale półfabrykatu znajdują się wtrącenia ścierne.
Standardowe materiały na matryce do produkcji średnioseryjnej obejmują stal narzędziową D2 (około 60–62 HRC po hartowaniu) i DC53, która zapewnia lepszą wytrzymałość przy podobnej twardości. Produkcja samochodów na dużą skalę często wymaga wkładek z węglika wolframu w promieniu wejścia matrycy, gdzie stopień zużycia jest najwyższy. Powłoki powierzchniowe — azotek tytanu (TiN), węglikoazotek tytanu (TiCN) lub węgiel diamentopodobny (DLC) — dodatkowo wydłużają żywotność poprzez zmniejszenie współczynnika tarcia na styku półwyrobu narzędzia.
Dla zestawy matryc do tłoczenia o wysokiej precyzji określenie tolerancji komponentów samochodowych lub pojazdów elektrycznych, dobór stali narzędziowej i specyfikacje obróbki cieplnej są równie istotne, jak opisane powyżej parametry projektu geometrycznego. Idealna wymiarowo matryca wykonana z niewłaściwie poddanej obróbce cieplnej stali ulegnie uszkodzeniu na długo przed jej projektowanym okresem użytkowania.
Symulacja przed stalą: analiza elementów skończonych w projektowaniu matryc
Nowoczesne konstrukcje matryc do głębokiego tłoczenia opierają się w dużej mierze na analizie elementów skończonych (FEA), aby przewidzieć wyniki formowania przed cięciem jakiegokolwiek metalu. Symulacje MES modelują półfabrykat jako siatkę odkształcalnych elementów, stopniowo stosują skok stempla i obliczają naprężenie, odkształcenie i rozkład grubości w każdym punkcie półwyrobu podczas całego skoku.
Wyniki dobrze skalibrowanej symulacji obejmują nakładkę na wykres granic formowania (FLD), która pokazuje, czy jakikolwiek obszar półwyrobu zbliża się do granicy pęknięcia lub marszczenia. Jeśli symulacja przewiduje awarie, projektant może dostosować promień stempla, promień matrycy, ciśnienie spoiwa, geometrię ściegu lub kształt półwyrobu – iterując w oprogramowaniu, a nie w stali. Proces ten znacznie skraca czas prób i zmniejsza liczbę fizycznych modyfikacji narzędzi wymaganych, zanim matryca wytworzy akceptowalne części.
Jakość symulacji zależy od dokładnych danych karty materiałowej — w szczególności opisu powierzchni plastyczności, wartości r, wartości n i krzywej naprężenia płynięcia dla konkretnego zwoju materiału, który ma być użyty w produkcji. Ogólne dane materiałowe dają wiarygodne, ale niewiarygodne przewidywania; dane dotyczące konkretnego materiału, pochodzące z prób rozciągania i testów FLD, pozwalają uzyskać prognozy, które przekładają się bezpośrednio na zachowanie prasy.
Podsumowanie: Zmienne projektowe, które mają największe znaczenie
Konstrukcja matrycy do głębokiego tłoczenia ogranicza się do niewielkiej liczby zmiennych, z których każda musi być ustawiona w zakresie zależnym od pozostałych. Promienie stempla i matrycy określają stopień zgięcia na przejściach. Luz roboczy uwzględnia pogrubienie metalu bez powodowania tarcia niszczącego. Współczynnik rozciągania określa górną granicę odkształcenia w jednym etapie. Docisk spoiwa i kulki ciągnące kontrolują przepływ materiału na obwodzie blankietu. Smarowanie i wykończenie powierzchni określają, jaka część dopuszczalnego ciśnienia spoiwa faktycznie dociera do półwyrobu. Wybór stali narzędziowej i powłoki decyduje o tym, jak długo matryca utrzymuje te starannie ustalone warunki.
Żadnej pojedynczej zmiennej nie można optymalizować w izolacji. Zmiana promienia wejścia matrycy zmienia optymalne ciśnienie spoiwa. Zmiana gatunku materiału zmienia możliwy współczynnik ciągnienia. Ta współzależność powoduje, że projektowanie matryc do głębokiego tłoczenia wymaga systematycznego podejścia i dlaczego jego prawidłowe wykonanie, od symulacji po próby, pozwala uzyskać części, które spełniają rygorystyczne wymagania konstrukcyjne i wymiarowe dotyczące zastosowań w kołach i podwoziach konsekwentnie w milionach cykli produkcyjnych.
Poprzedni post
Części do tłoczenia siedzeń samochodowych: precyzyjna produkcja, przenoszenie obciążeń i dobór materiałów
Następny post
Części do tłoczenia siedzeń samochodowych: Przewodnik po jakości i dopasowaniu
Nasz Produkty.
Rozpocznij swoją działalność z producentem OEM właśnie tutaj!
Dostarczaj klientom na całym świecie kompletne rozwiązania „pod klucz”.
przez
innowacja!
SZYBKIE LINKI
INFORMACJE KONTAKTOWE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Prawa autorskie © Suzhou Shuangqisi Mold Equipment Co., Ltd. Wszelkie prawa zastrzeżone. Niestandardowa matryca do stemplowania Producenci matryc do tłoczenia metali
