
-
Nowe części do tłoczenia miedzianych szyn zbiorczych pojazdów energetycznych
Nowe części do tłoczenia miedzianych szyn zbior...
-
Forma do głębokiego tłoczenia do przednich i tylnych kół dwukołowych pojazdów elektrycznych
Ta forma do głębokiego tłoczenia przednich i ty...
-
Wysokiej klasy duże części do tłoczenia komputerowego
Nasze wysokiej klasy duże części do tłoczenia k...
-
Części do tłoczenia fotelików samochodowych
Części tłoczone do siedzeń samochodowych to met...
-
Małe części samochodowe, części do progresywnego tłoczenia
Nasze małe części samochodowe do progresywnego ...
-
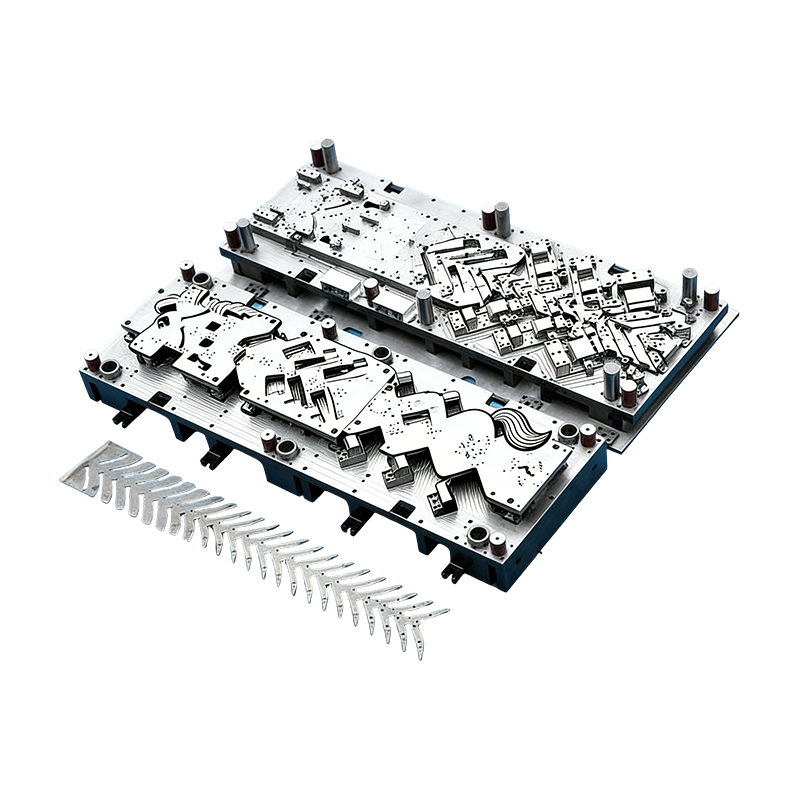
Formy progresywne do części samochodowych
Ta ciągła forma do obudów silników samochodowyc...
Wiadomości branżowe
Dom / Wiadomości / Wiadomości branżowe / Przewodnik po matrycach do głębokiego tłoczenia części samochodowych
Przewodnik po matrycach do głębokiego tłoczenia części samochodowych
2026-03-30
Podstawy głębokiego tłoczenia w matrycach do tłoczenia metali
W złożonym świecie produkcji, Matryce do tłoczenia metali służą jako szkielet do masowej produkcji precyzyjnych komponentów metalowych. Wśród różnych rodzajów operacji tłoczenia, głębokie tłoczenie wyróżnia się jako krytyczny proces przekształcania płaskiej blachy w trójwymiarowe puste kształty. W przeciwieństwie do prostego gięcia lub cięcia, głębokie tłoczenie wymaga wyrafinowanej interakcji sił, podczas której stempel wciska metalowy półfabrykat do wnęki matrycy. Podstawowym celem jest kontrolowanie przepływu materiału, zapewnienie, że arkusz rozciąga się i płynie do pożądanej geometrii bez pogarszania jego integralności strukturalnej lub jednolitości grubości. Proces ten jest niezbędny do tworzenia części wymagających znacznej głębokości w stosunku do ich średnicy, co jest powszechnym wymaganiem w różnych gałęziach przemysłu, od towarów konsumpcyjnych po ciężkie maszyny.
Mechanika głębokiego tłoczenia opiera się w dużej mierze na odkształceniu plastycznym materiału. W miarę opadania stempla metalowy półfabrykat jest rozciągany po promieniu matrycy. Obszar półwyrobu leżący nad otworem matrycy staje się ścianką miseczki lub części, podczas gdy kołnierz zewnętrzny jest rozciągany promieniowo do wewnątrz. To promieniowe rozciąganie powoduje kurczenie się średnicy kołnierza, co w naturalny sposób powoduje naprężenia ściskające obręczy. Jeśli naprężenia te nie zostaną odpowiednio zarządzane, materiał będzie się wyginał, co prowadzi do zmarszczek. I odwrotnie, jeśli naprężenie rozciągające w ściance misy przekracza granicę plastyczności materiału, część ulegnie rozdarciu lub pęknięciu. Dlatego konstrukcja wykrojników do głębokiego tłoczenia metalu nie dotyczy tylko kształtu; chodzi o radzenie sobie ze stresem.
Kontrolowanie przepływu materiałów i zapobieganie defektom
Aby osiągnąć pomyślne głębokie tłoczenie, inżynierowie muszą skrupulatnie kontrolować parametry, takie jak siła uchwytu półfabrykatu i luz matrycy. Uchwyt półfabrykatu lub podkładka dociskowa przykłada określoną siłę do kołnierza półfabrykatu. Siła ta stanowi delikatną równowagę: musi być wystarczająco wysoka, aby zapobiec marszczeniu się materiału podczas jego przepływu do wewnątrz, ale jednocześnie wystarczająco niska, aby umożliwić swobodne przesuwanie materiału do wnęki matrycy. Jeśli siła jest zbyt duża, materiał nie może płynąć, co prowadzi do pocienienia i ewentualnego pęknięcia w promieniu stempla. Jeśli jest zbyt niska, naprężenia ściskające w kołnierzu powodują nieestetyczne i strukturalnie słabe zmarszczki.
Luz matrycy jest kolejnym kluczowym czynnikiem. Odnosi się to do szczeliny pomiędzy stemplem a ścianą matrycy. W przypadku standardowego głębokiego tłoczenia luz jest zwykle nieco większy niż grubość blachy, aby umożliwić płynięcie materiału bez nadmiernego prasowania. Jednakże w procesach znanych jako „rozrzedzanie, głębokie tłoczenie” lub „prasowanie” luz jest celowo ustawiany na mniejszy niż początkowa grubość materiału. Zmniejsza to grubość ścianki i zwiększa wysokość części, poprawiając jednocześnie wykończenie powierzchni i dokładność wymiarową. Aby ułatwić ten przepływ i zmniejszyć tarcie, które generuje ciepło i zużycie, kluczowe znaczenie ma smarowanie. Zaawansowane smary i powłoki powierzchniowe samej matrycy pomagają wydłużyć żywotność matrycy i zapewniają stałą jakość części.
Typowe wady i rozwiązania
- Marszczenie: Spowodowane nadmiernym naprężeniem ściskającym w kołnierzu. Rozwiązanie tego problemu polega na zwiększeniu siły mocowania pustego materiału lub zastosowaniu koralików ściągających w celu ograniczenia przepływu.
- Złamanie/rozdarcie: Występuje, gdy naprężenie rozciągające przekracza granice materiału. Rozwiązano poprzez zwiększenie luzu matrycy, poprawę smarowania lub wyżarzanie materiału w celu przywrócenia plastyczności.
- Kolczyki: Nierówna wysokość w górnej części rysowanej części z powodu anizotropii w strukturze ziaren metalu. Kontrolowane poprzez optymalizację orientacji pustego miejsca lub operacji przycinania.
Integracja z formami progresywnymi do części samochodowych
Chociaż jednoetapowe głębokie tłoczenie jest powszechne w przypadku dużych, prostych części, przemysł motoryzacyjny często wymaga masowej produkcji skomplikowanych komponentów. Tutaj niezastąpione stają się formy progresywne do części samochodowych. W układzie matrycy progresywnej pasek metalu przechodzi przez wiele stacji w ramach jednej matrycy. Każde stanowisko wykonuje inną operację — przebijanie, gięcie i rysowanie — aż do wyprodukowania gotowej części na stanowisku końcowym. Zintegrowanie głębokiego tłoczenia z matrycą progresywną jest wyzwaniem technicznym, ponieważ materiał musi być przenoszony pomiędzy stacjami bez zniekształcania wyciąganego kształtu.
Producenci samochodów wykorzystują te progresywne formy do tworzenia wszystkiego, od małych wsporników złączy po większe elementy konstrukcyjne. Na przykład produkcja elementów układu paliwowego lub części układu wydechowego często obejmuje szereg etapów rysowania w ramach linii progresywnej. Zaletą jest szybkość i spójność. Automatyzując przenoszenie części z jednego etapu rysowania na drugi, producenci mogą produkować tysiące części na godzinę przy minimalnej interwencji człowieka. Jednakże projektowanie form progresywnych do części samochodowych wymaga dokładnego rozważenia „paska nośnego”, który utrzymuje część podczas jej przemieszczania się przez matrycę. Nośnik musi być wystarczająco mocny, aby wytrzymać siły ciągnące, ale jednocześnie łatwy do oddzielenia od części końcowej.
Zaawansowane projekty konstrukcyjne dla złożonych geometrii
W miarę jak projekty samochodów stają się coraz bardziej aerodynamiczne, a przepisy bezpieczeństwa coraz bardziej rygorystyczne, wzrasta złożoność geometryczna tłoczonych części. Standardowe matryce do głębokiego tłoczenia często nie są w stanie osiągnąć wymaganych głębokości lub kształtów za jednym razem. W związku z tym opracowano specjalistyczne projekty konstrukcyjne spełniające te wymagania techniczne. Konstrukcje te umożliwiają wieloetapowe formowanie w ramach jednego skoku prasy lub wielu operacji, zapewniając wydajną produkcję nawet najbardziej skomplikowanych pustych części.
| Typ matrycy | Funkcja | Zastosowanie |
| Odwrócony początkowy głęboki rysunek | Stempel porusza się w górę lub matryca przesuwa się w dół, aby początkowo uformować część od środka na zewnątrz. | Stosowany na części wymagające dużej stabilności w pierwszym etapie formowania. |
| Pusty rysunek odwrotny bez uchwytów | Przerysowuje część w przeciwnym kierunku bez tradycyjnego półfabrykatu, w oparciu o geometrię matrycy. | Idealny do zmniejszania średnicy przy jednoczesnym zwiększaniu wysokości w kolejnych etapach. |
| Rysunek przerzedzania podwójną matrycą | Wykorzystuje dwie koncentryczne matryce, aby znacznie zmniejszyć grubość ścianki, jednocześnie wydłużając część. | Produkcja cylindrów wysokociśnieniowych lub precyzyjnych obudów samochodowych. |
Techniki rysowania odwrotnego
Rysowanie odwrotne to potężna technika stosowana, gdy część musi zostać wciągnięta głębiej, niż pozwala na to materiał, podczas jednego pociągnięcia do przodu. W tym procesie częściowo wyciągnięty kubek jest wywracany na lewą stronę lub wyciągany w przeciwnym kierunku na następnej stacji. To praca utwardza materiał w różny sposób i pozwala na większy stosunek głębokości do średnicy. Szczególnie przydatne są tutaj matryce do głębokiego tłoczenia odwrotnego, bez pustych uchwytów, ponieważ upraszczają konstrukcję oprzyrządowania, zachowując jednocześnie kontrolę nad przepływem materiału podczas procesu inwersji.
Zwiększanie trwałości matrycy i jakości powierzchni
Długowieczność Matryce do tłoczenia metali jest bezpośrednio skorelowane z jakością powierzchni produkowanych części i opłacalnością linii produkcyjnej. Głębokie tłoczenie wiąże się ze znacznym tarciem i ciśnieniem, co może prowadzić do zatarcia (przyklejania się materiału do matrycy) i zużycia. Aby temu zaradzić, nowoczesna produkcja matryc wykorzystuje zaawansowane techniki polerowania i powlekania. Polerowanie promieni matrycy do lustrzanego wykończenia zmniejsza tarcie, umożliwiając płynne przepływ metalu. Ponadto na powierzchnie robocze matrycy nakładane są powłoki takie jak azotek tytanu (TiN) lub węgiel diamentopodobny (DLC).
Powłoki te zapewniają twardą powierzchnię o niskim współczynniku tarcia, odporną na ścieranie i korozję. W kontekście form progresywnych do części samochodowych, gdzie czas sprawności ma kluczowe znaczenie, powlekane matryce zmniejszają częstotliwość przestojów konserwacyjnych i współczynnik odrzutów części. Dodatkowo istotny jest dobór materiałów na matryce. Stale narzędziowe o wysokiej zawartości węgla i chromu są często stosowane ze względu na ich odporność na zużycie, natomiast płytki z węglika wolframu mogą być stosowane w zastosowaniach masowych, gdzie wymagana jest ekstremalna trwałość. Łącząc solidną konstrukcję konstrukcyjną z inżynierią powierzchni, producenci mogą zapewnić niezawodną pracę matryc do głębokiego tłoczenia przez miliony cykli.
Zastosowania w nowoczesnej produkcji samochodów
Zastosowanie technologii głębokiego tłoczenia jest wszechobecne w sektorze motoryzacyjnym. Jednym z najbardziej klasycznych przykładów jest produkcja samochodowych zbiorników paliwa. Elementy te wymagają skomplikowanych, pustych kształtów, które są w stanie wytrzymać ciśnienie wewnętrzne i uderzenia zewnętrzne. Głębokie tłoczenie pozwala na tworzenie tych bezszwowych pojemników z blachy, zapewniając szczelność. Podobnie emaliowane umywalki i zlewozmywaki, będące towarami konsumpcyjnymi, podlegają tym samym zasadom produkcji, co świadczy o wszechstronności procesu.
W erze pojazdów elektrycznych (EV) gwałtownie wzrosło zapotrzebowanie na części głęboko tłoczone. Obudowy akumulatorów, obudowy silników i konstrukcyjne obudowy awaryjne często wykorzystują procesy głębokiego tłoczenia, aby uzyskać lekkie, ale mocne obudowy. Możliwość rozrzedzania materiału podczas procesu ciągnienia (głębokie tłoczenie) pomaga zmniejszyć całkowitą masę pojazdu, co ma kluczowe znaczenie dla wydłużenia zasięgu akumulatora. W miarę jak branża zmierza w kierunku lżejszych materiałów, takich jak aluminium i stal o wysokiej wytrzymałości, rola specjalistycznych matryc do tłoczenia metali staje się jeszcze bardziej widoczna. Inżynierowie muszą dostosować konstrukcje matryc, aby sprostać różnym właściwościom sprężynowania i granicom odkształcalności tych zaawansowanych stopów, zapewniając, że następna generacja pojazdów będzie zarówno bezpieczna, jak i wydajna.
Poprzedni post
Precyzyjne tłoczniki do elektroniki i sprzętu AGD: wysokowydajne rozwiązania produkcyjne w 2026 r.
Następny post
Przewodnik po tłoczeniu i rysowaniu metali
Nasz Produkty.
Rozpocznij swoją działalność z producentem OEM właśnie tutaj!
Dostarczaj klientom na całym świecie kompletne rozwiązania „pod klucz”.
przez
innowacja!
SZYBKIE LINKI
INFORMACJE KONTAKTOWE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Prawa autorskie © Suzhou Shuangqisi Mold Equipment Co., Ltd. Wszelkie prawa zastrzeżone. Niestandardowa matryca do stemplowania Producenci matryc do tłoczenia metali
