-
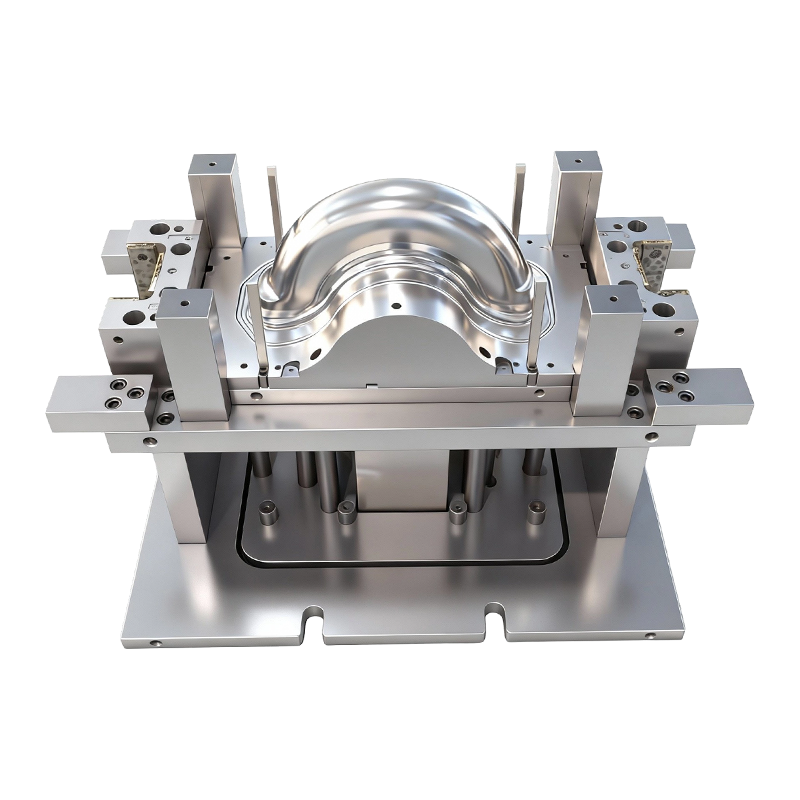
Forma do głębokiego tłoczenia do przednich i tylnych kół dwukołowych pojazdów elektrycznych
Ta forma do głębokiego tłoczenia przednich i ty...
-
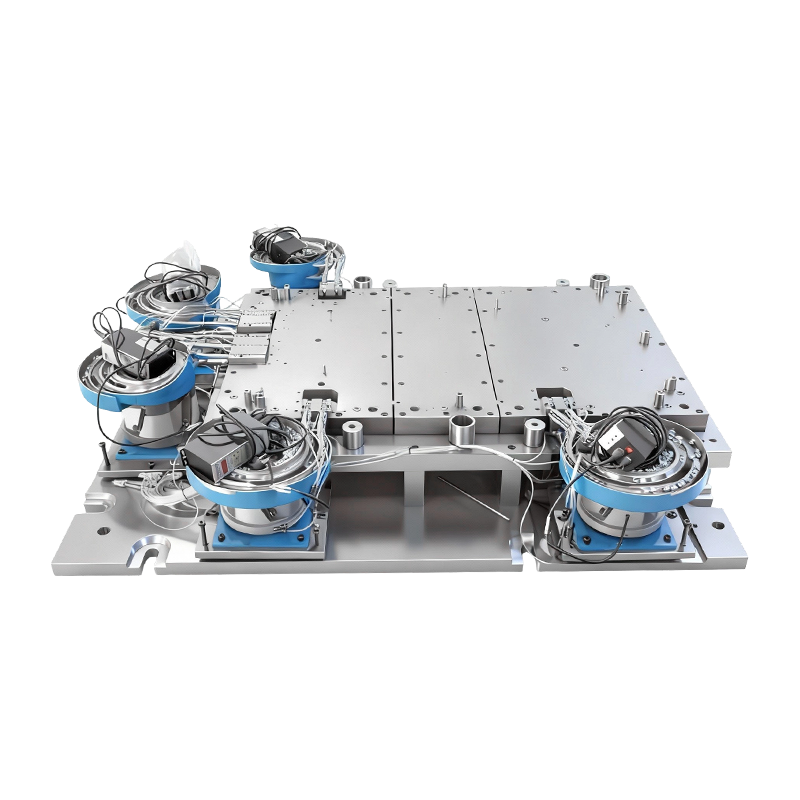
Automatyczna forma do nitowania dla dużej podstawy maszyny komputerowej
Ta automatyczna forma do nitowania dla dużej po...
-
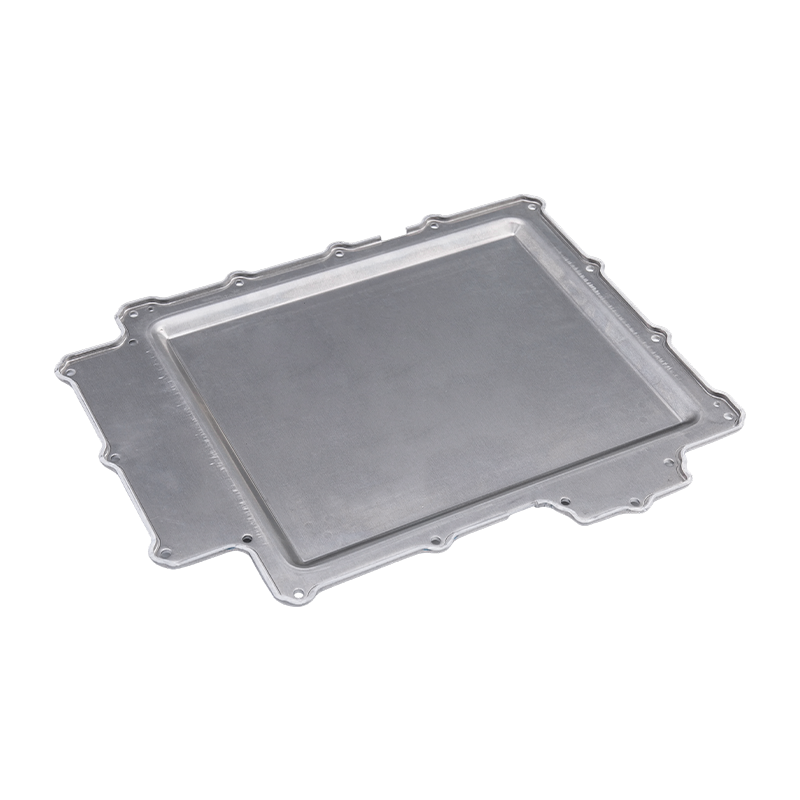
Części tłoczone na pokrywie baterii
Nasze części do tłoczenia pokryw akumulatorów t...
-
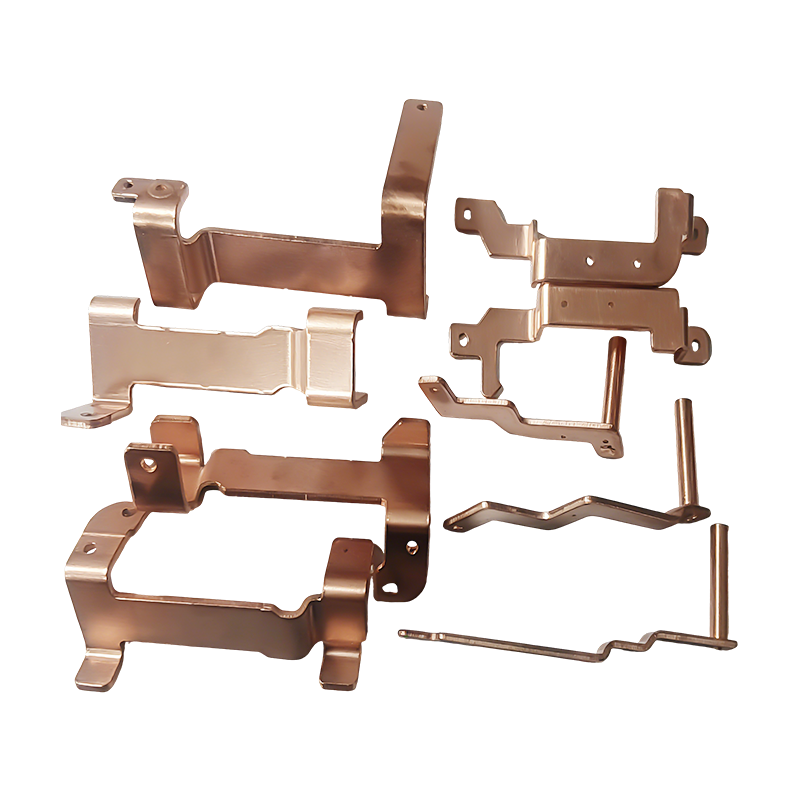
Nowe części do tłoczenia miedzianych szyn zbiorczych pojazdów energetycznych
Nowe części do tłoczenia miedzianych szyn zbior...
-
Tłoczenie części do laptopów
Nasze części do tłoczenia laptopów to precyzyjn...
-
Wysokiej klasy części do tłoczenia w piekarniku
Nasze wysokiej klasy części do tłoczenia piekar...
Wiadomości branżowe
Przewodnik po tłoczeniu i rysowaniu metali
2026-03-23
Czym są części do tłoczenia metalu i jak są wykonane
Części do tłoczenia metalu to precyzyjnie formowane elementy metalowe, wytwarzane poprzez przyłożenie kontrolowanej siły przez prasę do tłoczenia w celu odkształcenia blachy do określonego kształtu za pomocą matryc z hartowanej stali narzędziowej. Proces obejmuje rodzinę operacji — wykrawanie, przebijanie, gięcie, formowanie, zwijanie i wytłaczanie — które można wykonywać indywidualnie w matrycach jednoetapowych lub łączyć w matrycach progresywnych lub transferowych, które wykonują wiele operacji w jednym skoku prasy. Rezultatem jest komponent o spójnej geometrii, wąskich tolerancjach wymiarowych i charakterystyce wykończenia powierzchni, które są całkowicie zdeterminowane projektem matrycy, a nie umiejętnościami operatora, co sprawia, że tłoczenie jest jednym z najbardziej powtarzalnych i skalowalnych procesów formowania metalu dostępnych dla producentów.
Ekonomika części do tłoczenia metali wynika z amortyzacji matrycy przy dużych wolumenach produkcji. Po dokonaniu inwestycji w oprzyrządowanie koszt jednostkowy tłoczonych elementów szybko spada wraz z objętością, co sprawia, że tłoczenie jest dominującym procesem formowania w każdym zastosowaniu wymagającym tysięcy lub milionów identycznych elementów metalowych. Dla producentów sprzętu AGD produkujących miliony sztuk rocznie oraz producentów OEM z branży motoryzacyjnej, których serie liczą się w setkach tysięcy, decydująca jest przewaga kosztu części w porównaniu z obróbką skrawaniem lub odlewaniem. Stała grubość i wąskie tolerancje są utrzymywane automatycznie przez geometrię matrycy, eliminując zmienność wymiarową wymagającą ręcznej kontroli i sortowania przy mniej precyzyjnych metodach produkcji.
Produkty z częściami do ciągnienia metalu: zasady procesu i możliwości
Części do ciągnienia metalu powstają w procesie głębokiego tłoczenia – podprocesu tłoczenia, podczas którego płaski półfabrykat z blachy jest promieniowo wciągany do matrycy formującej przez mechaniczne działanie stempla, tworząc wydrążony, bezszwowy element o głębokości przekraczającej jego średnicę. Głębokie tłoczenie to proces stosowany w cylindrycznych puszkach, kubkach, muszlach, obudowach i obudowach w praktycznie każdej branży produkcyjnej. W przeciwieństwie do operacji gięcia lub wykrawania, podczas których materiał jest ścinany lub składany, głębokie tłoczenie odkształca plastycznie metal, powodując kontrolowany przepływ materiału z obszaru kołnierza do wnęki matrycy, przekształcając płaski arkusz w formę trójwymiarową bez usuwania materiału.
Jakość produktów z części do ciągnienia metalu zależy od precyzyjnego zarządzania kilkoma współdziałającymi parametrami procesu: siłą uchwytu półwyrobu, prędkością stempla, smarowaniem, ciągliwością materiału i współczynnikiem ciągnienia – zależnością między średnicą półwyrobu a średnicą stempla. Przekroczenie granicznego współczynnika rozciągania materiału bez wyżarzania pośredniego powoduje marszczenie, rozdarcie lub niejednorodność grubości ścianki, co czyni część bezużyteczną. Nowoczesne operacje głębokiego tłoczenia wykorzystują symulację elementów skończonych podczas projektowania matrycy, aby przewidzieć przepływ materiału i zoptymalizować parametry procesu przed wycięciem dowolnego narzędzia, znacznie skracając czas opracowywania i ilość odpadów związanych z empirycznym podejściem prób i błędów.
Kluczowe różnice między stemplowaniem a głębokim tłoczeniem
- Geometria części — Części tłoczone z metalu to zazwyczaj płaskie lub płytko uformowane elementy wytwarzane w jednym suwie prasy, podczas gdy produkty z części ciągnionych z metalu to wydrążone, trójwymiarowe skorupy wytwarzane w wyniku progresywnego przepływu materiału w jednym lub wielu etapach ciągnienia.
- Stan naprężenia materiału — Tłoczenie poddaje materiał przede wszystkim naprężeniom rozciągającym, ściskającym lub zginającym w płaszczyźnie arkusza. Głębokie tłoczenie powoduje powstanie złożonego dwuosiowego stanu naprężenia – rozciągającego w ściance, ściskającego w kołnierzu – który do pomyślnego formowania wymaga materiałów o dużym wydłużeniu i niskim stosunku plastyczności do wytrzymałości na rozciąganie.
- Złożoność narzędzi — Matryce do głębokiego tłoczenia wymagają precyzyjnej kontroli luzu między stemplem a matrycą, systemów półfabrykatów i często wielu etapów przeciągania w przypadku głębokich komponentów, co sprawia, że oprzyrządowanie jest bardziej złożone i kosztowne niż matryce tłoczące o równoważnej objętości do części formowanych na płasko.
- Wymagania dotyczące wykończenia powierzchni — Produkty z częściami ciągnionymi do zastosowań widocznych — takich jak obudowy urządzeń lub opakowania kosmetyków — wymagają starannego zarządzania smarowaniem i wykończenia powierzchni matrycy, aby zapobiec powstawaniu śladów narzędzi, zacieraniu się i teksturze skórki pomarańczowej na ciągnionej powierzchni.
Materiały stosowane w operacjach tłoczenia i ciągnienia metali
Wybór materiału na części do tłoczenia metalu i produkty z częściami do ciągnienia metalu to jedna z najważniejszych decyzji w procesie opracowywania komponentów. Wybrany materiał musi spełniać wymagania dotyczące właściwości mechanicznych zastosowania, wymagania dotyczące odkształcalności procesu tłoczenia lub ciągnienia, wymagania dotyczące wykończenia powierzchni gotowej części oraz ograniczenia kosztowe programu produkcyjnego. Poniższe materiały stanowią zdecydowaną większość tłoczonych i ciągnionych komponentów w różnych sektorach przemysłu.
| Materiał | Kluczowe właściwości | Typowe zastosowania |
| Stal niskowęglowa (DC01–DC06) | Doskonała odkształcalność, niski koszt, możliwość spawania | Panele urządzeń, wsporniki, wzmocnienia nadwozia |
| Stal o wysokiej wytrzymałości (HSS/AHSS) | Wysoka granica plastyczności, absorpcja energii zderzenia | Elementy konstrukcyjne i zabezpieczające pojazdów |
| Stal ocynkowana / cynkowana galwanicznie | Odporność na korozję, możliwość malowania | Wanny pralek, ramy lodówek |
| Stal nierdzewna (304, 430) | Odporność na korozję, higieniczna powierzchnia | Wewnętrzne wkładki do urządzeń, sprzęt spożywczy |
| Stop aluminium (1xxx, 3xxx, 5xxx) | Lekki, odporny na korozję | Panele nadwozia samochodowego, wymienniki ciepła |
| Miedź i mosiądz | Przewodność elektryczna, odkształcalność | Styki elektryczne, złącza, zaciski |
Części do tłoczenia metali w produkcji sprzętu AGD
Produkcja sprzętu AGD to jeden z największych i najbardziej wymagających sektorów zastosowań części do tłoczenia metali. Każda główna kategoria urządzeń — lodówki, pralki, klimatyzatory, zmywarki i urządzenia kuchenne — zawiera od kilkudziesięciu do setek wytłoczonych elementów, które pełnią jednocześnie rolę strukturalną, funkcjonalną i estetyczną. Spójność wymiarowa, jaką zapewnia tłoczenie, jest niezbędna przy montażu urządzeń, gdzie komponenty od wielu dostawców muszą pasować do siebie w ramach wąskich tolerancji montażowych na szybkich liniach produkcyjnych.
Lodówki
Ramy drzwi lodówek należą do najbardziej krytycznych pod względem wymiarów części tłoczących w produkcji urządzeń. Rama drzwi musi zachować płaskość i prostotę w wąskich tolerancjach, aby zapewnić spójny kontakt z uszczelką drzwi na całym obwodzie – jest to wymóg bezpośrednio powiązany ze wskaźnikiem efektywności energetycznej lodówki. Wszelkie odchylenia wymiarowe powodujące szczeliny w uszczelkach powodują wyciek zimnego powietrza, wydłużenie czasu pracy sprężarki i zużycie energii powyżej certyfikowanych wartości znamionowych. Zdolność tłoczenia do stałego utrzymywania tych tolerancji w produkcji wielkoseryjnej sprawia, że jest to jedyna praktyczna metoda produkcji dla tego zastosowania.
Pralki
Wsporniki wewnętrznej wanny pralki to części tłoczone, które muszą wytrzymywać znaczne obciążenia dynamiczne — siły odśrodkowe podczas cykli wirowania mogą sięgać kilkuset kilogramów — przy jednoczesnym zachowaniu precyzyjnych zależności pozycyjnych pomiędzy wanną, łożyskami bębna i zespołem silnika. Dokładność wymiarowa wspornika wpływa bezpośrednio na równowagę drgań podczas wirowania z dużą prędkością, co z kolei określa poziom hałasu, trwałość łożysk i trwałość zmęczeniową konstrukcji całej maszyny. Tłoczone wsporniki produkowane ze stałą grubością i wąskimi tolerancjami eliminują różnice w montażu, które w przeciwnym razie wymagałyby indywidualnej regulacji wyważenia każdego modułu.
Klimatyzatory
W obudowie klimatyzatora zastosowano tłoczone części, zapewniające stabilne obciążenie i precyzyjne dopasowanie sprężarki, silnika wentylatora, wymiennika ciepła i elementów elektrycznych. Podwozie musi zachować swoją geometrię wymiarową pomimo naprężeń mechanicznych związanych z transportem, instalacją i wieloletnimi wibracjami powodowanymi przez sprężarkę i wentylator. Tłoczone stalowe podwozie o stałej grubości ścianek zapewnia stosunek sztywności do masy wymagany w tych zastosowaniach bez kosztów alternatywnych rozwiązań obrabianych lub odlewanych.
Zastosowania motoryzacyjne: bezpieczeństwo, precyzja i wydajność
W sektorze motoryzacyjnym części tłoczone z metalu mają kluczowe znaczenie dla bezpieczeństwa i wydajności w sposób, który sprawia, że dokładność wymiarowa i integralność materiału nie podlegają negocjacjom. Specyfikacje tłoczenia samochodów należą do najsurowszych w każdej branży produkcyjnej, z tolerancjami wymiarowymi komponentów kluczowych dla bezpieczeństwa mierzonymi w dziesiątych części milimetra, a wymagania dotyczące właściwości materiału weryfikowane są poprzez statystyczną kontrolę procesu, a nie kontrolę pobierania próbek.
Elementy hamulców i zawieszenia
Elementy zacisków hamulcowych stanowią jedne z najbardziej wymagających zastosowań części wytłaczanych z metalu w sektorze motoryzacyjnym. Wspornik zacisku i elementy montażowe muszą zachować precyzyjną geometrię, aby zapewnić prawidłowe ustawienie klocków, równomierny rozkład siły zaciskania i stałą skuteczność hamowania w pełnym zakresie temperatur roboczych i obciążeń. Wysoka dokładność wymiarowa tłoczenia — zwykle ± 0,1 mm lub lepsza w przypadku kluczowych elementów oprzyrządowania produkcyjnego — spełnia te wymagania przy wielkościach i kosztach wymaganych przez produkcję motoryzacyjną. Wszelkie odchylenia od określonej geometrii elementów hamulców przekładają się bezpośrednio na zmienność skuteczności hamowania, co wpływa na certyfikację bezpieczeństwa pojazdu.
Konstrukcje siedzeń i wzmocnienia nadwozia
Wsporniki siedzeń i wzmocnienia paneli nadwozia opierają się na wysokiej dokładności wymiarowej tłoczenia, aby spełnić surowe standardy bezpieczeństwa samochodowego w testach zderzeniowych. Wsporniki siedzeń muszą zachować integralność ścieżki obciążenia pod wpływem ekstremalnych sił generowanych podczas zderzeń czołowych i bocznych, zapewniając, że systemy zabezpieczeń pasażerów działają zgodnie z przeznaczeniem. Wzmocnienia panelu nadwozia — belki antywłamaniowe drzwi, wkładki słupków B i wzmocnienia tunelu podłogowego — są coraz częściej produkowane z zaawansowanych wytłoczek stalowych o wysokiej wytrzymałości, które pochłaniają energię zderzenia poprzez kontrolowane odkształcenie, a zachowanie to zależy w decydującym stopniu od dokładnej spójności grubości materiału i dokładności geometrii. Wszechstronność części do tłoczenia metalu w zastosowaniach krytycznych dla bezpieczeństwa sprawia, że są one niezbędne do niezawodnej i opłacalnej produkcji w sektorze motoryzacyjnym.
Kontrola jakości i zarządzanie tolerancją w produkcji tłoczenia
Utrzymanie spójności wymiarowej w produkcji tłoczenia na dużą skalę wymaga systematycznego podejścia do kontroli jakości, która rozpoczyna się od projektu matrycy i trwa przez każdy etap produkcji. Dokładność wymiarowa, która sprawia, że części tłoczone z metalu są cenne w montażu – zmniejszając luki montażowe, obniżając koszty produkcji i zwiększając trwałość produktu – nie jest automatycznym wynikiem procesu tłoczenia. Jest to wynik zdyscyplinowanej kontroli procesu stosowanej konsekwentnie w całym cyklu produkcyjnym.
- Kontrola pierwszego artykułu (FAI) — Pełna weryfikacja wymiarowa pierwszych części produkcyjnych względem rysunku technicznego przy użyciu współrzędnościowych maszyn pomiarowych (CMM) potwierdza, że matryca wytwarza części w granicach tolerancji przed rozpoczęciem produkcji seryjnej. Dane FAI stanowią punkt odniesienia, względem którego mierzona jest późniejsza zmienność produkcji.
- Statystyczna kontrola procesu (SPC) — Ciągłe monitorowanie krytycznych wymiarów podczas produkcji za pomocą kart kontrolnych identyfikuje odchylenia w procesie, zanim wyprodukują części poza tolerancją, umożliwiając zapobiegawcze dostosowywanie narzędzi zamiast reaktywnego wytwarzania złomu.
- Harmonogramy konserwacji matryc — Postępujące zużycie matrycy — zwłaszcza krawędzi skrawających, promieni zgięcia i ściegów ciągnących — ma bezpośredni wpływ na wymiary części. Ustrukturyzowane okresy między konserwacjami matryc oparte na liczbie części, z weryfikacją wymiarów w każdym odstępie czasu, zapobiegają dryftowi tolerancji spowodowanemu zużyciem narzędzia i dotarciem do zmontowanych produktów.
- Kontrola przychodzącego materiału — Zmiany grubości blachy, odchylenie granicy plastyczności i stan powierzchni wpływają na wymiary części tłoczonej i zachowanie sprężynowania. Weryfikacja przychodzącego materiału na podstawie certyfikowanych raportów z testów walcowni i statystyczne pobieranie próbek właściwości fizycznych zapobiega przedostawaniu się do procesu zmian wymiarowych wywołanych materiałem.
-

Poprzedni post
Przewodnik po matrycach do głębokiego tłoczenia części samochodowych
Następny post
Części do tłoczenia metali do samochodów i sprzętu AGD: procesy, materiały i standardy jakości
Nasz Produkty.
Rozpocznij swoją działalność z producentem OEM właśnie tutaj!
Dostarczaj klientom na całym świecie kompletne rozwiązania „pod klucz”.
przez
innowacja!
SZYBKIE LINKI
INFORMACJE KONTAKTOWE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Prawa autorskie © Suzhou Shuangqisi Mold Equipment Co., Ltd. Wszelkie prawa zastrzeżone. Niestandardowa matryca do stemplowania Producenci matryc do tłoczenia metali
