-
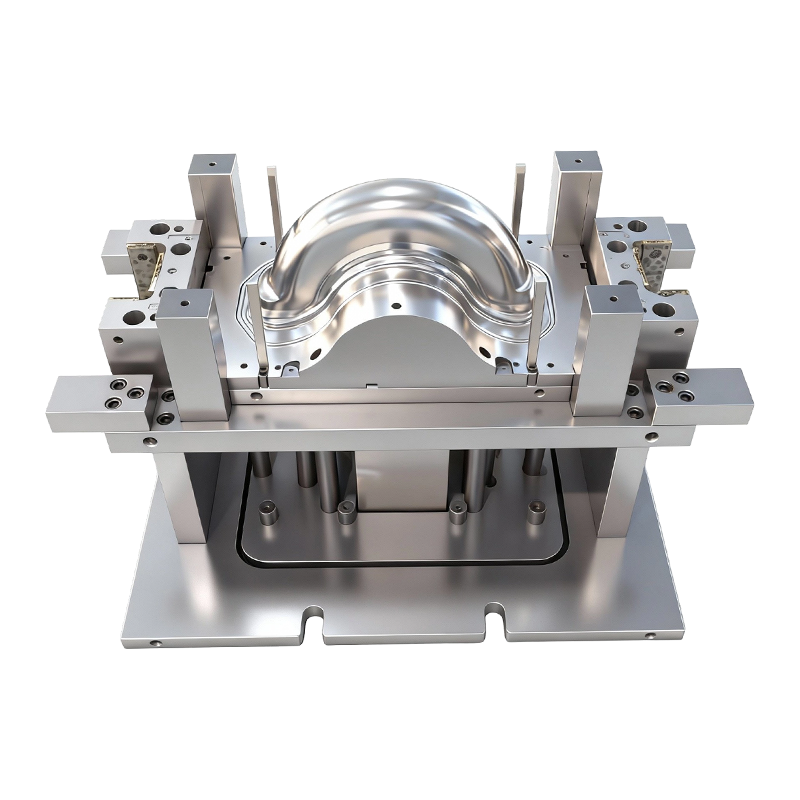
Forma do głębokiego tłoczenia do przednich i tylnych kół dwukołowych pojazdów elektrycznych
Ta forma do głębokiego tłoczenia przednich i ty...
-
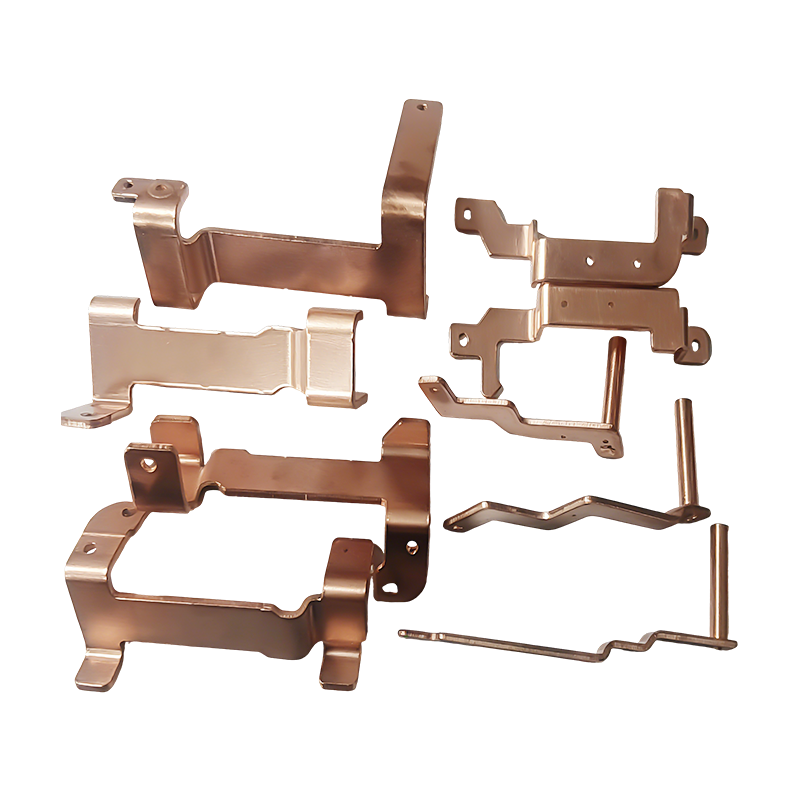
Nowe części do tłoczenia miedzianych szyn zbiorczych pojazdów energetycznych
Nowe części do tłoczenia miedzianych szyn zbior...
-
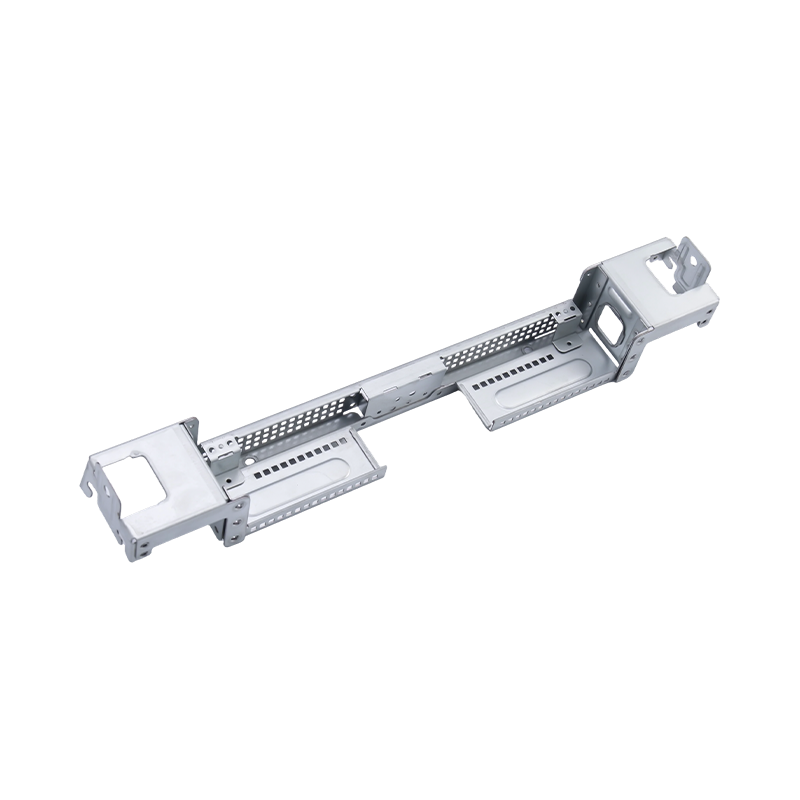
Wysokiej klasy duże części do tłoczenia komputerowego
Nasze wysokiej klasy duże części do tłoczenia k...
-
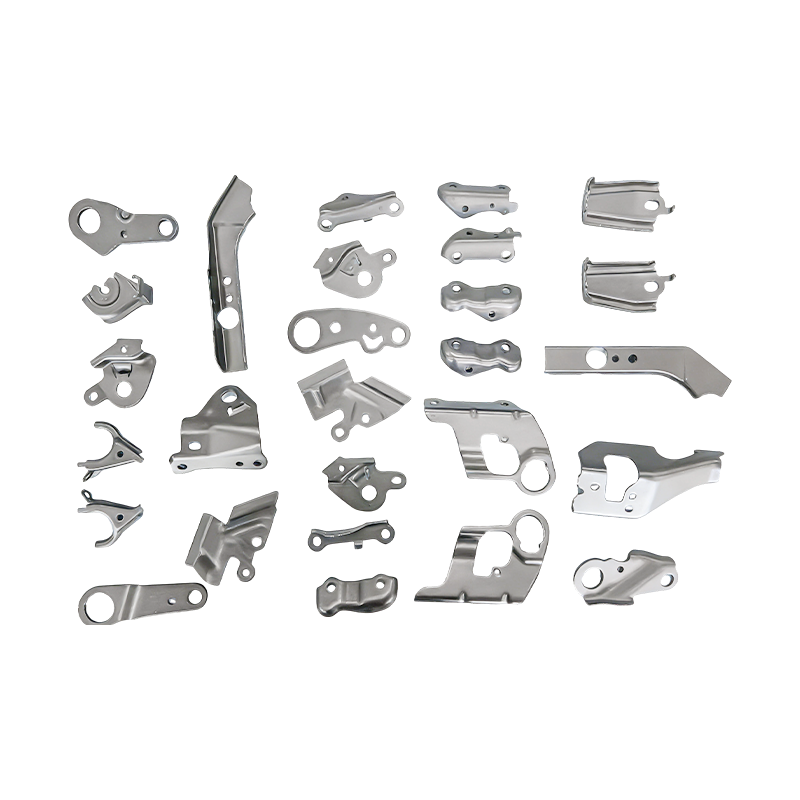
Małe części samochodowe, części do progresywnego tłoczenia
Nasze małe części samochodowe do progresywnego ...
-
Wysokiej klasy części do tłoczenia w piekarniku
Nasze wysokiej klasy części do tłoczenia piekar...
-
Części do tłoczenia fotelików samochodowych
Części tłoczone do siedzeń samochodowych to met...
Wiadomości branżowe
Dom / Wiadomości / Wiadomości branżowe / Lekka, wysoka precyzja: strategie głębokiego tłoczenia napędzają innowacje w panelach nadwozia pojazdów elektrycznych
Lekka, wysoka precyzja: strategie głębokiego tłoczenia napędzają innowacje w panelach nadwozia pojazdów elektrycznych
2026-05-07
Co sprawia, że matryce samochodowe do głębokiego tłoczenia różnią się od standardowych narzędzi
Matryce do głębokiego tłoczenia stosowane w produkcji samochodów i pojazdów elektrycznych nie są wymienne z narzędziami do blachy ogólnego przeznaczenia. Są to specjalnie zaprojektowane systemy składające się z czterech głównych komponentów — stempli, matryc, półfabrykatów i zestawów matryc — każdy zoptymalizowany do współpracy przy ekstremalnych obciążeniach formujących. W typowej samochodowej prasie do tłoczenia stempel opada do wnęki matrycy, podczas gdy uchwyt półwyrobu wywiera kontrolowany nacisk w dół na kołnierz blachy, kierując przepływ metalu do wnęki bez marszczenia i rozdzierania. Zestaw matryc zapewnia sztywną ramę konstrukcyjną, która utrzymuje wyrównanie pod cyklicznymi obciążeniami, które mogą przekraczać kilkaset ton na skok.
Co wyróżnia klasę samochodową matryce do głębokiego tłoczenia to tolerancja precyzji wymagana w całym narzędziu. Zwykle utrzymuje się dokładność wymiarową ±0,02 mm na krytycznych powierzchniach formujących; jest to wymóg wynikający z faktu, że skumulowane odchylenia w obrębie panelu nadwozia – na przykład zewnętrznego panelu drzwi – przekładają się bezpośrednio na widoczne defekty powierzchni lub luki montażowe, które wpływają zarówno na estetykę, jak i dopasowanie konstrukcyjne. Wykończenie powierzchni na promieniach stempla i matrycy jest równie krytyczne: wartość Ra wynosi ≤0,05 µm (jakość zbliżona do lustrzanej) minimalizuje ścieńczenie i zadrapania wywołane tarciem, szczególnie podczas obróbki stopów o wysokiej wytrzymałości lub lekkich.
Dlamowalność stopu aluminium i rola temperatury topnienia aluminium w projektowaniu procesu
Stop aluminium stał się dominującym lekkim materiałem zarówno na tradycyjne panele karoserii samochodów, jak i elementy konstrukcyjne pojazdów elektrycznych, ze względu na korzystny stosunek wytrzymałości do masy, odporność na korozję i możliwość recyklingu. Jednak aluminium stwarza wyjątkowe wyzwania w zakresie głębokiego tłoczenia, które są bezpośrednio powiązane z jego właściwościami materiału – w tym z zachowaniem termicznym w stosunku do temperatura topnienia aluminium .
Czyste aluminium topi się w temperaturze około 660°C , ale stopy aluminium stosowane w tłoczeniu samochodów — głównie serie 5xxx (Al-Mg) i 6xxx (Al-Mg-Si) — mają zakresy topnienia zaczynające się nieco niżej, w zależności od składu stopu. Chociaż sama temperatura topnienia aluminium nie jest osiągana bezpośrednio podczas tłoczenia na zimno, jest ona bardzo istotna dla dwóch obszarów sąsiadujących z procesem: formowania na gorąco i zarządzania chłodzeniem matrycy. Podczas formowania aluminium na ciepło półfabrykaty podgrzewa się do temperatury 200–300 °C (starannie wybrany ułamek temperatury topnienia), aby zwiększyć ciągliwość i zmniejszyć sprężynowanie, umożliwiając wytwarzanie złożonych geometrii, które pękałyby w warunkach formowania w temperaturze otoczenia. Projektanci matryc muszą uwzględnić rozszerzalność cieplną w tych temperaturach, odpowiednio kalibrując luzy i parametry siły uchwytu półfabrykatu.
Nawet w przypadku konwencjonalnego głębokiego tłoczenia na zimno ciepło tarcia generowane na stykach wykrojnika i wykroju może znacząco podnieść lokalną temperaturę powierzchni. W przypadku stopów aluminium, które mają stosunkowo niską temperaturę topnienia w porównaniu ze stalą, nadmierne miejscowe nagrzewanie przyspiesza zacieranie – przenoszenie kleju aluminium na powierzchnie matrycy – co pogarsza wykończenie powierzchni, zwiększa siły formowania i skraca żywotność narzędzia. To sprawia, że strategia smarowania i wybór powłoki powierzchni matrycy są szczególnie ważne podczas obróbki stop aluminium prześcieradła.
Typowe samochodowe stopy aluminium i ich charakterystyka formowania
| Seria stopów | Typowy stopień | Zakres topnienia (°C) | Kluczowa aplikacja |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607–649 | Wewnętrzne części maski, wewnętrzne drzwi, obudowy pojazdów elektrycznych |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610–655 | Zewnętrzne panele nadwozia, zamknięcia konstrukcyjne |
| Mg-Al (magnez-aluminium) | AZ31, AM60 | 470–630 | Obudowy akumulatorów pojazdów elektrycznych, tablice przyrządów |
Konstrukcja matrycy specyficzna dla pojazdów elektrycznych: współczynniki głębokiego tłoczenia, obudowy akumulatorów i lekkość
Produkcja pojazdów elektrycznych stawia wymagania wobec matryc do głębokiego tłoczenia, które wykraczają poza wymagania tradycyjnego tłoczenia w branży motoryzacyjnej. Najbardziej wymagającym technicznie zastosowaniem jest formowanie obudów akumulatorów ze stopu magnezu i aluminium — dużych, głębokich i skomplikowanych strukturalnie obudów, które chronią układy ogniw akumulatorowych, jednocześnie zmniejszając całkowity budżet pojazdu. Te elementy wymagają współczynniki głębokiego tłoczenia przekraczające 2,5:1 (stosunek średnicy półwyrobu do średnicy stempla), co powoduje, że materiał osiąga granice plastyczności i wymaga wyjątkowej konstrukcji matrycy, aby uniknąć pękania kołnierzy lub nadmiernego pocieniania ścianek.
Minimalizacja pocienienia materiału na ciągnionej ścianie ma kluczowe znaczenie w przypadku obudów akumulatorów, ponieważ jednolitość grubości ścianki bezpośrednio wpływa na sztywność konstrukcji i odporność na zderzenia. Projektanci matryc rozwiązują ten problem poprzez kilka skoordynowanych strategii: optymalizację promienia czoła stempla w celu bardziej równomiernego rozłożenia naprężeń, wdrożenie profili zmiennej siły mocowania półfabrykatu (BHF), które stopniowo zwiększają nacisk wraz ze wzrostem głębokości tłoczenia, oraz stosowanie wieloetapowych sekwencji ciągnienia dla szczególnie głębokich geometrii zamiast prób formowania w jednej operacji.
Przejście w kierunku zmniejszenia masy spowodowało również przyjęcie modułowych konstrukcji matryc w programach pojazdów elektrycznych. Zamiast obrabiać monolityczny blok matrycy, w konstrukcjach modułowych stosuje się wymienne płytki do stref narażonych na duże zużycie, takich jak promienie wejścia matrycy i narożniki stempla. Takie podejście zmniejsza koszt oprzyrządowania na program pojazdu o 20–35% w scenariuszach o dużej objętości, ponieważ zużyte płytki można wymienić bez złomowania całego zestawu matryc. Modułowe matryce umożliwiają także szybszą adaptację, gdy w cyklu rozwoju pojazdów elektrycznych pojawiają się iteracje projektowe, które zwykle przebiegają szybciej niż w przypadku tradycyjnych programów motoryzacyjnych.
Kontrola siły pustego uchwytu: zapobieganie jednoczesnemu marszczeniu i pękaniu
Siła półfabrykatu jest najbardziej wpływową zmienną procesową w przypadku głębokiego tłoczenia, a jej prawidłowa kalibracja oddziela stabilny proces produkcyjny od procesu podatnego na złom. Zbyt mała ilość BHF powoduje, że kołnierz wygina się pod naprężeniem obwodowym ściskającym, tworząc zmarszczki, których nie można spłaszczyć w kolejnych operacjach. Zbyt duża ilość BHF zapobiega przedostawaniu się metalu do wnęki matrycy, powodując pękanie ścianki przy rozciąganiu – zwykle w promieniu stempla, gdzie materiał jest najcieńszy.
For stop aluminium arkuszy dopuszczalne okno BHF jest węższe niż w przypadku stali niskowęglowej, ponieważ aluminium ma niższy wykładnik umocnienia odkształceniowego i jest bardziej wrażliwe na miejscowe przerzedzenie. Nowoczesna motoryzacja matryce do głębokiego tłoczenia rozwiąż ten problem za pomocą hydraulicznych lub sterowanych serwo uchwytów do półfabrykatów, które mogą dynamicznie regulować ciśnienie w czasie rzeczywistym w oparciu o informacje zwrotne z czujników wagowych wbudowanych w konstrukcję matrycy. Sterowanie w zamkniętej pętli jest szczególnie przydatne podczas ciągnienia elementów ze stopu magnezu i aluminium w podwyższonych temperaturach, gdzie naprężenia przepływu materiału zmieniają się w sposób ciągły w miarę ochładzania się półwyrobu podczas skoku.
Podczas ustawiania parametrów półfabrykatu dla nowej operacji głębokiego tłoczenia należy uwzględnić następujące czynniki:
- Granica plastyczności i wydłużenie materiału: Stopy o wyższej wytrzymałości wymagają większego BHF, aby zapobiec marszczeniu, ale jednocześnie są bardziej podatne na pękanie, co wymaga węższego pasma sterowania.
- Pusta geometria i głębokość rysowania: Nieokrągłe półfabrykaty — powszechne w zastosowaniach w panelach drzwiowych i obudowach akumulatorów — powodują nierównomierny rozkład naprężeń w kołnierzach, co wymaga segmentowych lub o zmiennej geometrii uchwytów półfabrykatów.
- Grubość filmu smarnego: Grubsze warstwy smaru zmniejszają tarcie i obniżają BHF wymagany do zapobiegania zacieraniu się, ale nadmierne smarowanie może powodować efekt aquaplaningu, który destabilizuje przepływ metalu.
- Prędkość skoku prasy: Wyższe prędkości tłoczenia zwiększają szybkość odkształcania, co wpływa na naprężenia płynięcia aluminium i zawęża bezpieczny zakres BHF – kluczowy czynnik przy skalowaniu linii pras od prototypów do produkcji masowej.
Rozwój matryc oparty na symulacji i inteligentne monitorowanie w produkcji masowej
Rozwój nowoczesnych matryc samochodowych nie opiera się już wyłącznie na próbach fizycznych. Symulacja formowania oparta na analizie elementów skończonych (FEA) — z wykorzystaniem platform oprogramowania, takich jak AutoForm lub Dynaform — umożliwia inżynierom matryc wirtualne testowanie warunków formowania przed wycięciem pojedynczego kawałka stali narzędziowej. Symulacja dokładnie przewiduje rozkład przerzedzania, strefy ryzyka zmarszczek, wielkość sprężynowania i wymagania dotyczące siły formowania, umożliwiając projektantom optymalizację obliczeniową geometrii stempla, promieni wejścia matrycy i profili BHF. Dla stop aluminium komponentów o złożonej krzywiźnie, symulacja może skrócić liczbę iteracji prób fizycznych o 40–60%, znacznie skracając czas opracowywania matryc.
Po wejściu matryc do masowej produkcji inteligentne systemy monitorowania utrzymują stabilność procesu przez tysiące uderzeń na zmianę. Czujniki emisji akustycznej wykrywają początek zatarcia lub zarysowań powierzchni, zanim staną się one widoczne. Tablice tensometrów w konstrukcji matrycy śledzą w czasie rzeczywistym siłę formowania, sygnalizując odchylenia, które wskazują na zmianę materiału półfabrykatu lub awarię smaru. Systemy wizyjne przeprowadzają 100% kontrolę optyczną ciągnionych części natychmiast po ich wyrzuceniu, mierząc krytyczne wymiary w stosunku do wartości nominalnych CAD i automatycznie oznaczając części przekraczające tolerancję do usunięcia, zanim dotrą do dalszego montażu.
Ta integracja symulacji i monitorowania w prasie odzwierciedla szerszą transformację branży: matryce do głębokiego tłoczenia nie są już pasywnymi narzędziami, ale aktywnymi komponentami systemu produkcyjnego opartego na danych. Dla producentów samochodów i pojazdów elektrycznych, których celem jest produkcja zerowa defektów, inwestowanie w projekty matryc potwierdzone symulacją i oprzyrządowanie produkcyjne wyposażone w czujniki nie jest opcją premium — jest to konkurencyjny wymóg bazowy, ponieważ branża przyspiesza przejście na lżejsze rozwiązania dzięki zaawansowanym stop aluminium materiały.

Poprzedni post
Części do tłoczenia siedzeń samochodowych: Przewodnik po jakości i dopasowaniu
Następny post
Części do tłoczenia metali: rodzaje i zastosowania
Nasz Produkty.
Rozpocznij swoją działalność z producentem OEM właśnie tutaj!
Dostarczaj klientom na całym świecie kompletne rozwiązania „pod klucz”.
przez
innowacja!
SZYBKIE LINKI
INFORMACJE KONTAKTOWE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Prawa autorskie © Suzhou Shuangqisi Mold Equipment Co., Ltd. Wszelkie prawa zastrzeżone. Niestandardowa matryca do stemplowania Producenci matryc do tłoczenia metali
