-
Części do tłoczenia fotelików samochodowych
Części tłoczone do siedzeń samochodowych to met...
-

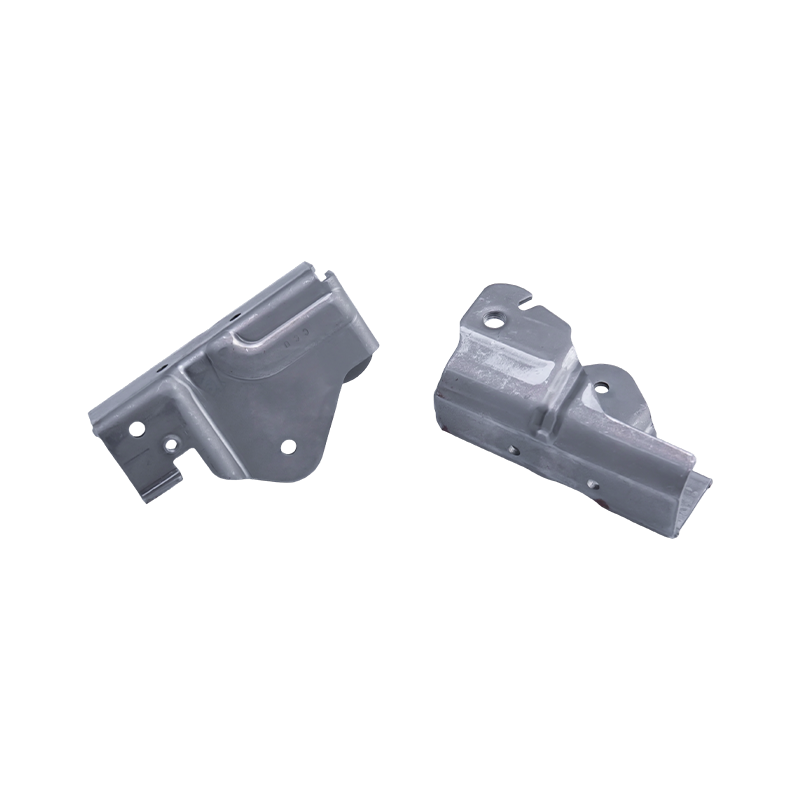
Części do tłoczenia samochodów ciężarowych
Nasze części tłoczone do samochodów ciężarowych...
-

Części tłoczone do obudowy silnika samochodowego
Części tłoczone do obudów silników samochodowyc...
-
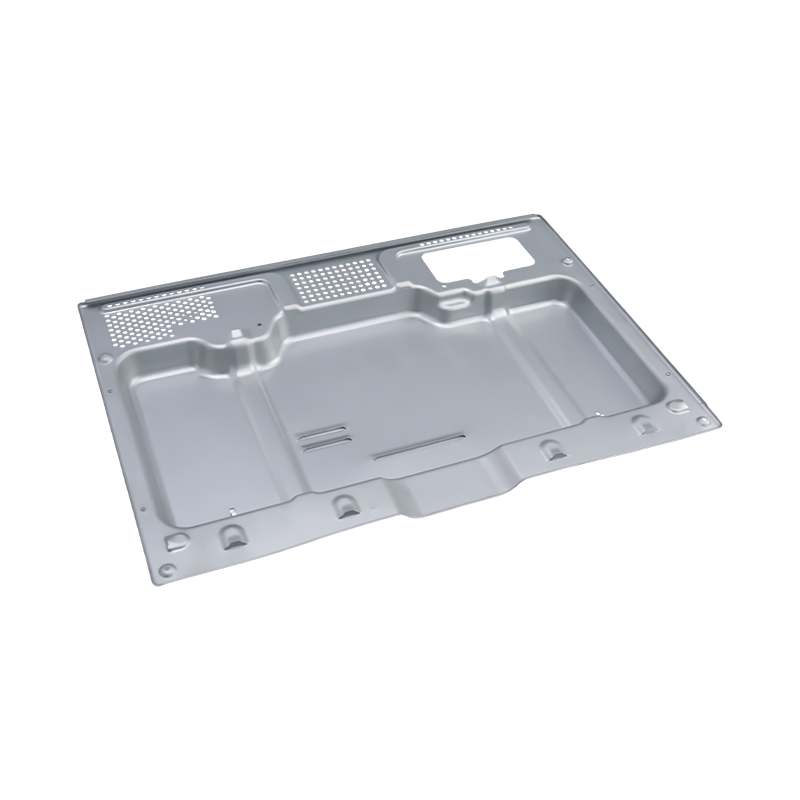
Wysokiej klasy części do tłoczenia w piekarniku
Nasze wysokiej klasy części do tłoczenia piekar...
-
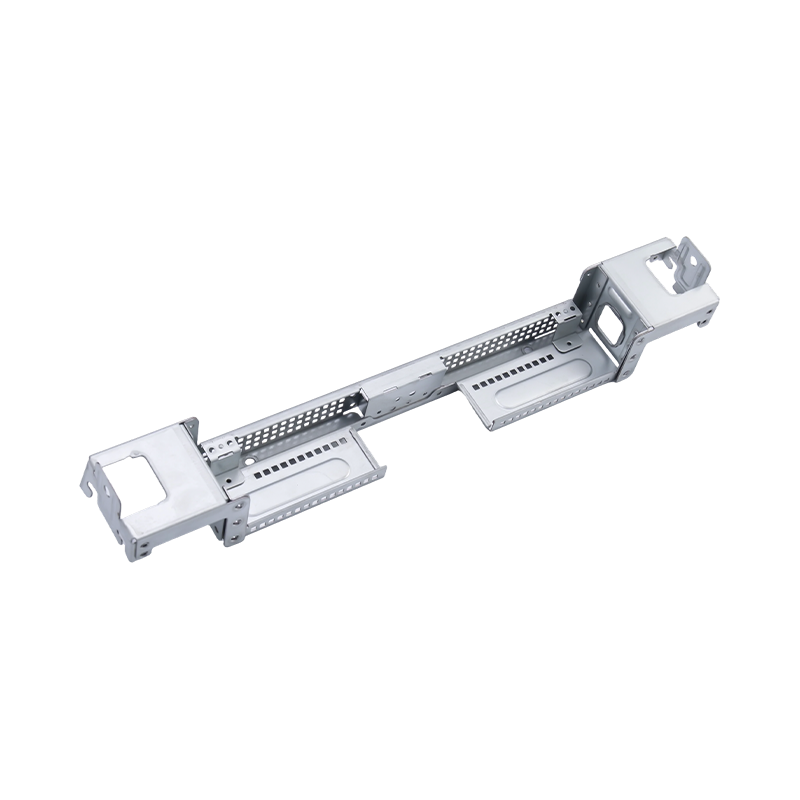
Wysokiej klasy duże części do tłoczenia komputerowego
Nasze wysokiej klasy duże części do tłoczenia k...
-
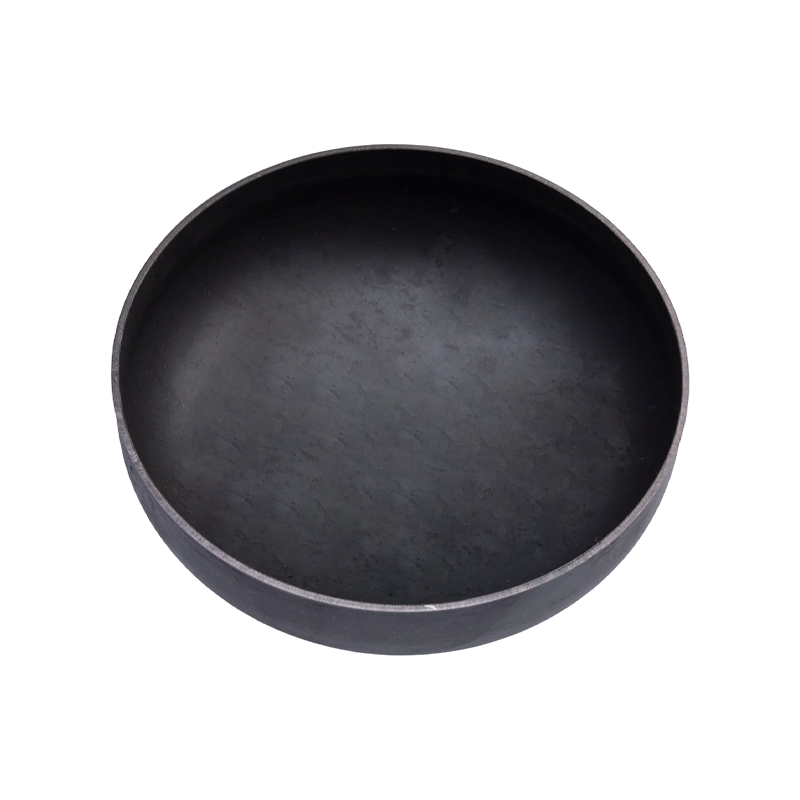
Części tłoczone na końcu zbiornika gazu
Części tłoczone na końcach zbiorników gazu są p...
Wiadomości branżowe
Części do tłoczenia metali: rodzaje i zastosowania
2026-04-27
Czym są części do tłoczenia metalu i dlaczego precyzja ma znaczenie
Części do tłoczenia metalu to komponenty wytwarzane poprzez przykładanie kontrolowanej siły za pomocą matryc i stempli do płaskich arkuszy blachy, przekształcając surowiec w precyzyjnie ukształtowane elementy konstrukcyjne i funkcjonalne poprzez operacje obejmujące wykrawanie, przebijanie, gięcie, ciągnienie i wybijanie. W przeciwieństwie do obróbki skrawaniem, która usuwa materiał w celu uzyskania geometrii, tłoczenie wypiera i formuje metal, nie generując praktycznie żadnych odpadów materiałowych na etapie cięcia i umożliwiając pomiar czasów cykli w ułamkach sekundy na część. Połączenie szybkości, powtarzalności i spójności wymiarowej sprawia, że tłoczenie metali jest dominującym procesem produkcyjnym wszędzie tam, gdzie wymagane są duże ilości elementów blaszanych.
Precyzja jest cechą definiującą, która oddziela tłoczenie klasy przemysłowej od standardowej obróbki blachy. W zastosowaniach takich jak elektronika użytkowa, podzespoły samochodowe i sprzęt AGD elementy tłoczone muszą spełniać tolerancje tak wąskie, jak ± 0,05 mm w przypadku krytycznych wymiarów, przy czym odchylenia płaskości kontrolowane są do mniej niż 0,1 mm na powierzchni części. Konsekwentne osiąganie tych specyfikacji w seriach produkcyjnych obejmujących setki tysięcy sztuk wymaga progresywnego oprzyrządowania matrycowego zaprojektowanego z dokładnością na poziomie mikrona, systemów pras napędzanych serwomechanizmami z monitorowaniem tonażu w czasie rzeczywistym oraz inspekcji wizyjnej na linii zdolnej do wykrywania wysokości zadziorów, odchyleń położenia otworów i wad powierzchniowych przy prędkości produkcyjnej.
Materiały przetwarzane w procesie tłoczenia metali obejmują szerokie spektrum. Stal walcowana na zimno (SPCC, DC01), blacha cynkowana elektrolitycznie, stal cynkowana ogniowo, stal nierdzewna gatunków 304 i 430, stopy aluminium 1050 i 5052, stopy miedzi i miedź berylowa są rutynowo tłoczone w zależności od wymagań mechanicznych, odporności na korozję i przewodności docelowego zastosowania. Wybór materiału bezpośrednio wpływa na szybkość zużycia matrycy, zachowanie sprężynowania, jakość wykończenia powierzchni i późniejsze procesy wykańczające – galwanizację, anodowanie, malowanie proszkowe – których będzie wymagało wykończone tłoczenie.
Części do elektronicznego tłoczenia: precyzja w sercu nowoczesnych urządzeń
Części do elektronicznego tłoczenia reprezentują jeden z najbardziej wymagających technicznie segmentów branży tłoczenia metali. Komponenty produkowane do zespołów płytek drukowanych, złączy, zacisków, puszek ekranujących EMI, styków baterii, obudów przełączników i wsporników czujników muszą łączyć submilimetrową dokładność wymiarową ze specyficznymi właściwościami elektrycznymi, termicznymi i mechanicznymi – a wszystko to w ramach poważnych ograniczeń kosztowych konkurencyjnych rynków elektroniki użytkowej.
Zaciski złączy i sprężyny stykowe należą do najtrudniejszych w produkcji części do tłoczenia elektronicznego. Części te, produkowane z brązu fosforowego, miedzi berylowej lub mosiądzu, o grubości od 0,1 mm do 0,5 mm, wymagają wielostopniowych matryc progresywnych, które jednocześnie wycinają profil, tworzą geometrię sprężyny i wybijają powierzchnię styku jednym skokiem prasy. Siła styku, trwałość cyklu wstawiania/wycofywania i rezystancja styku — zwykle wymagane poniżej 10 mΩ po 1000 cyklach wstawiania — są sprawdzane na podstawie protokołów testowych specyficznych dla aplikacji, a nie ogólnych certyfikatów materiałowych.
Puszki ekranujące EMI i obudowy RF
Puszki ekranujące EMI to cienkościenne elektroniczne elementy tłoczone wykonane z blachy niklowo-srebrowej, stali walcowanej na zimno lub stali nierdzewnej o grubości 0,15–0,3 mm. Ich funkcją jest powstrzymywanie emisji o częstotliwości radiowej z modułów szybkich procesorów, układów scalonych komunikacji bezprzewodowej i obwodów zarządzania energią na gęsto zaludnionych płytkach drukowanych. Dokładność wymiarowa obwodu i wysokości puszki ma kluczowe znaczenie: szczeliny przekraczające 0,1 mm na kołnierzu gniazda tworzą szczeliny, które pogarszają skuteczność ekranowania o 10–20 dB przy częstotliwościach powyżej 1 GHz, bezpośrednio pogarszając wydajność radiową urządzenia i potencjalnie powodując brak certyfikacji regulacyjnej.
Styki akumulatora i zaciski sprężynowe
Sprężyny stykowe akumulatora w urządzeniach przenośnych muszą zapewniać stałą siłę docisku przez cały cykl życia akumulatora — zwykle 500–1000 cykli w przypadku urządzeń konsumenckich. Elektroniczne części tłoczone w tej kategorii są produkowane ze stali nierdzewnej lub brązu fosforowego ze złotym lub niklowanym pokryciem końcówki stykowej. Geometria sprężyny — wspornikowej, zwiniętej lub złożonej — jest optymalizowana poprzez symulację elementów skończonych podczas projektowania narzędzia, aby zapewnić, że siła nacisku pozostanie w określonym przedziale (zwykle 1–3 N) w całym stosie tolerancji wymiarowych ogniwa akumulatora i obudowy.
Części do tłoczenia laptopów: precyzja konstrukcyjna w zespołach o cienkich profilach
Tłoczenie części do laptopów działają w ramach unikalnego zestawu ograniczeń, które odróżniają je od ogólnych części do elektronicznego tłoczenia. Nieustające dążenie do cieńszych i lżejszych konstrukcji notebooków — z grubością obudowy obecnie regularnie poniżej 14 mm i całkowitą masą systemu poniżej 1 kg — wymaga tłoczonych komponentów, które zapewniają maksymalną sztywność konstrukcyjną przy minimalnej grubości materiału, a jednocześnie mieszczą się w obudowach montażowych mierzonych w dziesiątych części milimetra.
Wspornik zawiasu to jedna z najbardziej wymagających mechanicznie części tłoczących laptopa w każdej konstrukcji notebooka. Wykonane z wytrzymałej stali nierdzewnej lub stali walcowanej na zimno o wytrzymałości na rozciąganie przekraczającej 600 MPa, wsporniki zawiasów muszą wytrzymywać cykliczne obciążenie zmęczeniowe podczas operacji otwierania i zamykania pokrywy – zwykle oceniane na 20 000–30 000 cykli w laptopach klasy komercyjnej – bez trwałego odkształcenia lub pękania powierzchni. Stopniowe tłoczenie, a następnie wybijanie w miejscach otworów zawiasów zapewnia, że średnica otworu i dokładność pozycjonowania spełniają wymagania dotyczące ciasnego pasowania z wciskiem zespołu sworznia obrotowego zawiasu.
Wewnętrzne wsporniki wzmacniające obudowę, wsporniki montażowe płyty głównej, zaciski mocujące moduł termiczny i ramy podtrzymujące płytę tylną klawiatury to dodatkowe kategorie części do tłoczenia laptopów, w których zarządzanie układaniem wymiarów ma kluczowe znaczenie. Przy tolerancjach montażu na poziomie systemu mierzonych w ułamkach milimetra, każde wytłoczenie musi konsekwentnie trafiać w swoje indywidualne okno tolerancji — zazwyczaj ±0,1 mm w przypadku pozycji otworów i ±0,05 mm w przypadku pasowań krytycznych — aby umożliwić montaż zrobotyzowany bez ręcznej regulacji. Aby spełnić wymagania dotyczące odporności na korozję i przewodności uziemienia, na te części nakłada się obróbkę powierzchniową, obejmującą niklowanie bezprądowe, tlenek czarny i chemiczną powłokę konwersyjną.
Części do tłoczenia urządzeń domowych: trwałość zaprojektowana na dziesięciolecia użytkowania
Części tłoczone do urządzeń gospodarstwa domowego stanowią rdzeń konstrukcyjny i funkcjonalny lodówek, pralek, klimatyzatorów i kuchenek mikrofalowych. W przeciwieństwie do elektroniki użytkowej – gdzie typowa żywotność produktu wynosi od trzech do pięciu lat – główne urządzenia gospodarstwa domowego są projektowane na dziesięć do piętnastu lat ciągłej pracy w warunkach domowych, które charakteryzują się wilgocią, cyklicznymi zmianami temperatury, wibracjami i narażeniem na środki chemiczne ze środków czyszczących. Tłoczone elementy metalowe wewnątrz tych produktów muszą odpowiadać oczekiwaniom dotyczącym trwałości.
Wybór materiałów na części tłoczone do urządzeń gospodarstwa domowego odzwierciedla ten wymóg dotyczący długiej żywotności. Blacha stalowa ocynkowana (ogniowo lub galwanicznie) zapewnia ochronę antykorozyjną paneli wewnętrznych i elementów podwozia narażonych na działanie kondensatu i środków czyszczących. Stal nierdzewna gatunku 430 jest przeznaczona do stosowania na widoczne powierzchnie zewnętrzne i wewnętrzne elementy bębna w pralkach, gdzie najważniejszy jest wygląd kosmetyczny i odporność na plamy. Arkusz stopu aluminium — zwykle 3003 lub 5052 — jest stosowany w żeberkach wymienników ciepła i dekoracyjnych panelach przednich, gdzie priorytetem jest redukcja masy i zgodność z anodowaniem.
Role strukturalne: wsporniki, podwozie i elementy łączące
W zespole urządzenia tłoczone części urządzenia gospodarstwa domowego spełniają trzy podstawowe funkcje konstrukcyjne. Wsporniki do montażu silnika mocują silniki wewnętrzne — sprężarki w lodówkach, silniki napędowe w pralkach, silniki wentylatorów w jednostkach wewnętrznych klimatyzatorów — do ramy urządzenia z wystarczającą sztywnością, aby izolować wibracje i zapobiegać uszkodzeniom zmęczeniowym w miejscach złączy przez cały okres użytkowania produktu. Wytłoczki podwozia tworzą szkielet nośny, który podtrzymuje korpus urządzenia, przenosi ciężar wewnętrznych elementów i stanowi podstawę wymiarową, na podstawie której odnoszą się wszystkie operacje montażowe. Elementy łączące łączą główne podzespoły, przenosząc obciążenia mechaniczne pomiędzy ramą konstrukcyjną, zawiasami drzwi, konstrukcjami montażowymi panelu sterowania oraz wspornikami prowadzącymi rury lub wiązki przewodów.
Wymagania dotyczące kontroli jakości dla wytłoczek klasy użytkowej
Podczas produkcji części tłoczących do urządzeń gospodarstwa domowego przeprowadzane są rygorystyczne kontrole jakości, aby spełnić wymagania dotyczące długiej żywotności urządzeń gospodarstwa domowego. Następujące parametry kontroli są rutynowo weryfikowane podczas kontroli przychodzącej, punktów kontroli w trakcie procesu i odbioru końcowego:
- Płaskość i dokładność kształtu: Panele podwozia i powierzchnie montażowe wsporników są sprawdzane na płytach powierzchniowych lub uchwytach CMM, aby potwierdzić płaskość zgodnie ze specyfikacją — zazwyczaj 0,3–0,8 mm na całej długości panelu — aby zapewnić prawidłowe dopasowanie montażowe i zapobiec koncentracji naprężeń w punktach mocowania.
- Odporność na korozję: Badanie mgłą solną zgodnie z normą ISO 9227 — od 72 do 240 godzin w zależności od zastosowania — weryfikuje, czy system powłokowy (cynkowanie, cynkowanie lub malowanie proszkowe) zapewnia odpowiednią ochronę w zamierzonym środowisku pracy.
- Weryfikacja wymiarowa krytycznych cech: Średnice otworów, odległości od krawędzi do otworów i kąty zagiętych kołnierzy na stykach montażowych są mierzone za pomocą komparatora optycznego lub współrzędnościowej maszyny pomiarowej przy określonej częstotliwości próbkowania, aby potwierdzić, że części pozostają w oknie tolerancji przez cały cykl produkcyjny.
- Kontrola wysokości zadziorów: Odsłonięte krawędzie i dziurkowane otwory są sprawdzane pod kątem wysokości zadziorów — zwykle wymaganej poniżej 0,1 mm — aby zapobiec uszkodzeniu izolacji przewodów, obrażeniom operatora podczas montażu i koncentracji naprężeń, które mogłyby spowodować pęknięcia zmęczeniowe podczas pracy urządzenia.
Porównanie wymagań aplikacji w segmentach tłoczenia
Trzy główne segmenty — ogólne części do tłoczenia metali, części do tłoczenia elementów elektronicznych, części do tłoczenia laptopów i części do tłoczenia urządzeń gospodarstwa domowego — mają ten sam podstawowy proces produkcyjny, ale znacznie różnią się pod względem gatunku materiału, tolerancji wymiarowej, wykończenia powierzchni i wymagań dotyczących środowiska obsługi. Poniższa tabela podsumowuje kluczowe różnice pomagające w podejmowaniu decyzji dotyczących specyfikacji i zaopatrzenia:
| Atrybut | Części do elektronicznego tłoczenia | Części do tłoczenia laptopów | Części do tłoczenia urządzeń domowych |
|---|---|---|---|
| Typowa grubość materiału | 0,1 – 0,5 mm | 0,3 – 1,0 mm | 0,5 – 2,5 mm |
| Kluczowe materiały | Brąz fosforowy, miedź berylowa, srebro niklowe | Stal nierdzewna o wysokiej wytrzymałości, stal walcowana na zimno | Stal ocynkowana, stal nierdzewna 430, stop aluminium |
| Tolerancja wymiarowa | ±0,02 – ±0,05 mm | ±0,05 – ±0,10 mm | ±0,10 – ±0,30 mm |
| Główny nacisk na wydajność | Przewodność, siła kontaktowa, tłumienie EMI | Trwałość zmęczeniowa, sztywność, minimalizacja masy | Odporność na korozję, nośność konstrukcyjna |
| Obróbka powierzchniowa | Złocenie, niklowanie, cynowanie | Nikiel bezprądowy, czarny tlenek, konwersja chemiczna | Cynkowanie ogniowe, malowanie proszkowe, anodowanie |
| Projektowany okres użytkowania | 3 – 5 lat (cykl konsumencki) | 3 – 7 lat | 10 – 15 lat |

Pozyskiwanie części do tłoczenia metali: co oceniać u dostawcy
Wybór odpowiedniego dostawcy tłoczenia wymaga równoległej oceny infrastruktury technicznej, systemów zarządzania jakością i zdolności produkcyjnych. Najniższa oferta cen jednostkowych od dostawcy nieposiadającego zweryfikowanych możliwości oprzyrządowania, sprzętu do kontroli w trakcie procesu i kontroli obróbki powierzchni będzie stale generować wyższe koszty całkowite w wyniku przeróbek, przestojów linii i zwrotów w terenie. Poniższe kryteria zapewniają ustrukturyzowane ramy oceny:
- Projektowanie oprzyrządowania i możliwości konserwacji: Własny projekt matryc progresywnych, wyposażenie narzędziowni CNC i udokumentowane harmonogramy konserwacji matryc to wskaźniki świadczące o tym, że dostawca może kontrolować jakość części za pomocą narzędzi, zamiast polegać na sortowaniu.
- Zakres wydajności prasy: Flota dostawców obejmująca 25-tonowe prasy stołowe do 400-tonowych pras ramowych lub pras prostych wskazuje na możliwość obsługi zarówno delikatnych części do tłoczenia elektronicznego, jak i ciężkich części do tłoczenia urządzeń gospodarstwa domowego w ramach relacji z jednego źródła.
- Infrastruktura metrologiczna i inspekcyjna: Możliwości CMM, komparatory optyczne, testery chropowatości powierzchni i komory do badania mgły solnej na miejscu wskazują, że dostawca może generować obiektywne dane dotyczące jakości, zamiast polegać wyłącznie na kontroli wizualnej.
- Certyfikaty: ISO 9001:2015 jako podstawowy system zarządzania jakością; IATF 16949 dotyczący udziału w łańcuchu dostaw branży motoryzacyjnej; ISO 14001 w zakresie zarządzania środowiskowego – szczególnie istotna, gdy procesy obróbki powierzchni obejmują chemikalia podlegające przepisom.
- Identyfikowalność materiału: Certyfikaty huty powiązane z zapisami partii produkcyjnych umożliwiają zespołom zajmującym się analizą usterek śledzenie defektów terenowych aż do konkretnych wytopów materiałów i przebiegów przetwarzania — jest to niezbywalny wymóg w przypadku części do tłoczenia laptopów i części do tłoczenia elektronicznego dostarczanych na regulowane rynki końcowe.
Poprzedni post
Lekka, wysoka precyzja: strategie głębokiego tłoczenia napędzają innowacje w panelach nadwozia pojazdów elektrycznych
Następny post
Od paneli nadwozia po obudowy akumulatorów: inżynieria stojąca za matrycami do głębokiego tłoczenia w branży motoryzacyjnej
Nasz Produkty.
Rozpocznij swoją działalność z producentem OEM właśnie tutaj!
Dostarczaj klientom na całym świecie kompletne rozwiązania „pod klucz”.
przez
innowacja!
SZYBKIE LINKI
INFORMACJE KONTAKTOWE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Prawa autorskie © Suzhou Shuangqisi Mold Equipment Co., Ltd. Wszelkie prawa zastrzeżone. Niestandardowa matryca do stemplowania Producenci matryc do tłoczenia metali
