
-
Części do tłoczenia fotelików samochodowych
Części tłoczone do siedzeń samochodowych to met...
-

Części do tłoczenia samochodów ciężarowych
Nasze części tłoczone do samochodów ciężarowych...
-

Części tłoczone do obudowy silnika samochodowego
Części tłoczone do obudów silników samochodowyc...
-
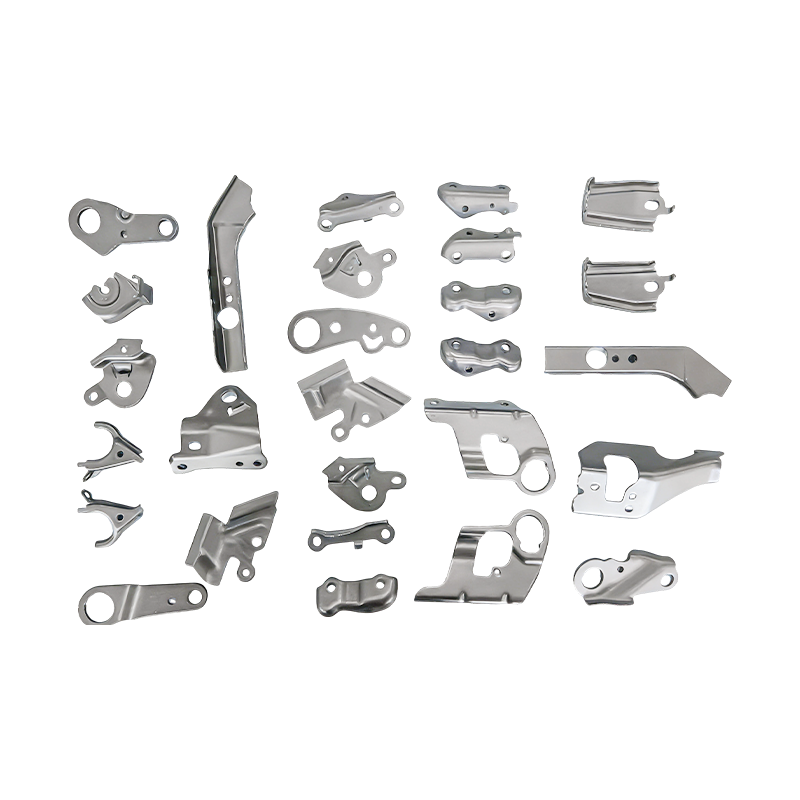
Małe części samochodowe, części do progresywnego tłoczenia
Nasze małe części samochodowe do progresywnego ...
-
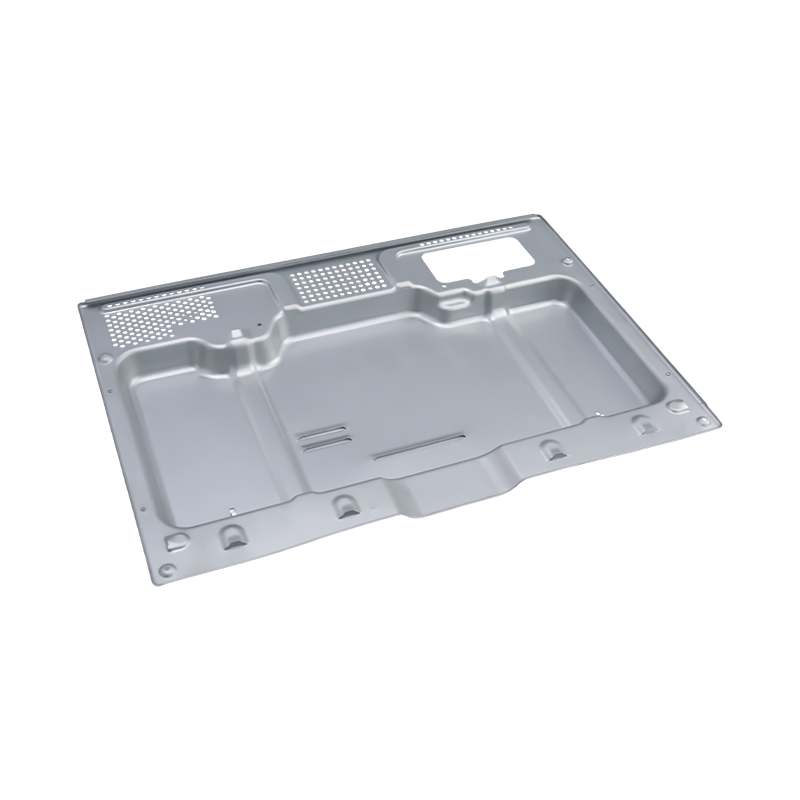
Wysokiej klasy części do tłoczenia w piekarniku
Nasze wysokiej klasy części do tłoczenia piekar...
-
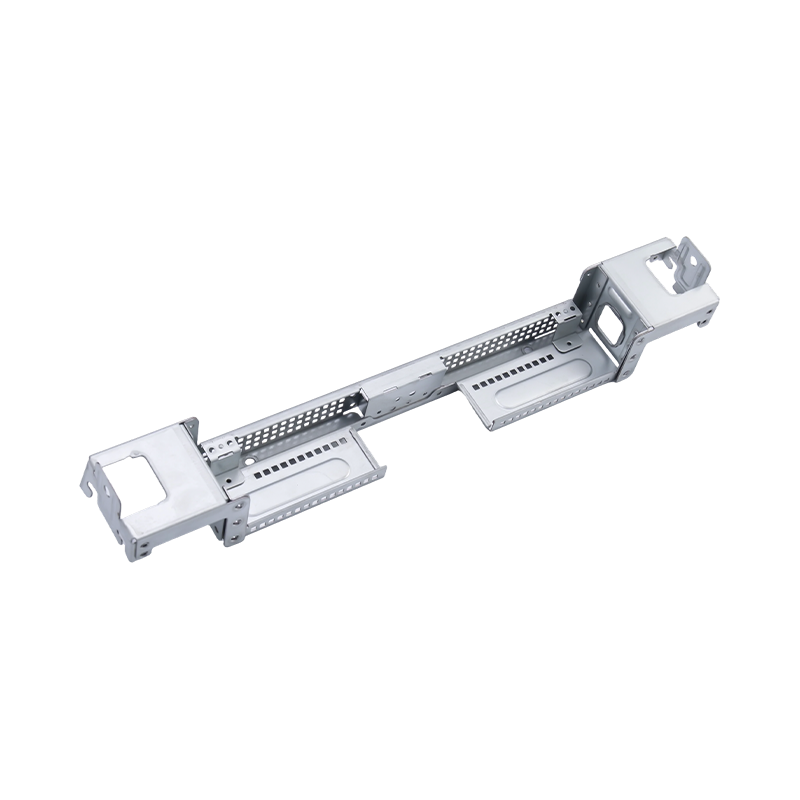
Wysokiej klasy duże części do tłoczenia komputerowego
Nasze wysokiej klasy duże części do tłoczenia k...
Wiadomości branżowe
Dom / Wiadomości / Wiadomości branżowe / Części do tłoczenia metali do samochodów i sprzętu AGD: procesy, materiały i standardy jakości
Części do tłoczenia metali do samochodów i sprzętu AGD: procesy, materiały i standardy jakości
2026-03-16
Co to jest produkcja stempli?
Tłoczenie to proces obróbki metalu na zimno, podczas którego płaska blacha jest podawana do prasy tłoczącej wyposażonej w niestandardowy zestaw matryc, a siła mechaniczna lub hydrauliczna jest przykładana w celu cięcia, zginania, ciągnienia lub wytłaczania materiału w dokładnie określony kształt. Proces obejmuje szeroką gamę operacji — wykrawanie, przebijanie, formowanie, głębokie tłoczenie, wybijanie i tłoczenie progresywne — każdy dostosowany do różnych geometrii, grubości materiału i wielkości produkcji. Tym, co łączy wszystkie te operacje, jest podstawowa zaleta tłoczenia: możliwość wytwarzania dużych ilości spójnych wymiarowo części metalowych do tłoczenia przy dużej prędkości i niskim koszcie jednostkowym, przy minimalnych stratach materiału w porównaniu z metodami obróbki subtraktywnej.
Nowoczesne produkcja stempli opiera się na prasach hydraulicznych i serwonapędach o sile od 20 do ponad 2000 ton, w połączeniu z precyzyjnym oprzyrządowaniem produkowanym z tolerancjami mierzonymi w mikrometrach. Wspomagane komputerowo oprogramowanie do projektowania matryc i symulacji umożliwia inżynierom przewidywanie przepływu metalu, sprężynowania i pocieniania przed wycięciem pojedynczego kawałka stali, co radykalnie skraca cykle opracowywania narzędzi i współczynnik odrzutów pierwszego artykułu. Rezultatem jest dziedzina produkcji zdolna do dostarczania części do tłoczenia metali, które spełniają rygorystyczne wymagania wymiarowe i strukturalne tak różnorodnych sektorów, jak elektronika użytkowa, sprzęt gospodarstwa domowego i inżynieria samochodowa.
Podstawowe procesy w produkcji tłoczenia
Zrozumienie konkretnych operacji składających się na produkcję tłoczenia pomaga inżynierom zaopatrzenia i projektantom produktów wybrać najbardziej opłacalne podejście do danej geometrii komponentu i wielkości produkcji. Każda z głównych kategorii procesów wiąże się z odrębnymi wymaganiami dotyczącymi narzędzi i charakterystyką wyników.
Progresywne tłoczenie
W procesie tłoczenia matrycowego taśma metalowa przechodzi przez szereg stacji w ramach jednego zestawu matryc, przy czym każda stacja wykonuje jedną operację — wykrawanie, nacinanie, gięcie lub formowanie — w miarę przesuwania się taśmy. Zanim taśma opuści stację końcową, w pełni uformowane metalowe wytłoczki są oddzielane od taśmy nośnej i zbierane. To podejście jest bardzo efektywne w przypadku małych i średnich części produkowanych w bardzo dużych ilościach, takich jak złącza zaciskowe, zaciski wspornikowe i osprzęt do montażu urządzeń, ponieważ cała sekwencja przebiega z szybkością prasy bez ręcznego przenoszenia części pomiędzy operacjami.
Głęboki rysunek
Głębokie tłoczenie przekształca płaski metalowy półfabrykat w pustą, bezszwową skorupę poprzez wciśnięcie go do wnęki matrycy za pomocą stempla. Proces ten ma podstawowe znaczenie przy produkcji elementów cylindrycznych i skrzynkowych, w tym wsporników wewnętrznych wanien pralek, puszek po napojach i obudów zbiorników paliwa samochodowego. Wybór materiału ma kluczowe znaczenie w przypadku głębokiego tłoczenia: metal musi wykazywać wystarczającą plastyczność i korzystne współczynniki formowania, aby przejść duże wymagane odkształcenie plastyczne bez rozdarcia i marszczenia. Stal niskowęglowa, stopy aluminium i stal nierdzewna to najczęściej stosowane materiały głęboko tłoczone w urządzeniach i urządzeniach do tłoczenia w motoryzacji.
Delikatne wygaszanie
Wykrawanie dokładne to wyspecjalizowany proces tłoczenia, w wyniku którego powstają części ze ściętymi krawędziami o wyjątkowej gładkości i płaskości, eliminując wtórne operacje wykańczające, których wymaga konwencjonalne wykrawanie. Dzięki zastosowaniu przeciwciśnienia i siły pierścienia ustalającego jednocześnie z siłą zaślepiającą, dokładne wykrawanie utrzymuje materiał w stanie naprężenia ściskającego przez cały proces ścinania, tworząc powierzchnie cięcia gładkie na niemal całej grubości materiału. To sprawia, że dokładne wykrawanie jest preferowanym procesem w przypadku elementów zacisków hamulcowych i wsporników siedzeń w zastosowaniach motoryzacyjnych, gdzie jakość krawędzi bezpośrednio wpływa na trwałość zmęczeniową i dopasowanie zespołu.
Części do tłoczenia metali w produkcji sprzętu AGD
Urządzenia gospodarstwa domowego stanowią jedną z dziedzin zastosowań o największej liczbie zastosowań części do tłoczenia metali. Połączenie złożoności strukturalnej, wymagań dotyczących spójności wymiarowej i wrażliwości kosztowej w produkcji urządzeń dokładnie odpowiada temu, co zapewnia produkcja tłoczenia. We wszystkich kategoriach produktów wytłoczone komponenty obsługują funkcje nośne, wyrównywania i obudowy, które definiują długoterminową niezawodność urządzenia.
W lodówkach ościeżnice drzwiowe produkowane metodą formowania na rolkach i stopniowego tłoczenia zapewniają sztywny obwód, który utrzymuje ciężar drzwi, utrzymuje powierzchnie uszczelniające uszczelek i mieści punkty mocowania zawiasów. Dokładność wymiarowa tych ram ma bezpośredni wpływ na ustawienie drzwi i efektywność energetyczną — rama drzwi wykraczająca poza tolerancję nawet o ułamek milimetra może spowodować nieszczelność uszczelki, co zwiększa częstotliwość cykli sprężarki i zużycie energii. Wsporniki wewnętrznej wanny pralki, zwykle produkowane z blachy ocynkowanej lub stali nierdzewnej, muszą wytrzymywać obciążenia niezrównoważenia przy dużych prędkościach obrotowych i powtarzające się cykle termiczne bez uszkodzeń zmęczeniowych. Panele obudowy klimatyzatora tworzą szkielet konstrukcyjny jednostki zewnętrznej, utrzymując sprężarki, wentylatory i wymienniki ciepła w precyzyjnych zależnościach przestrzennych, a jednocześnie są odporne na wibracje i ekspozycję na warunki atmosferyczne.
Stała grubość i wąskie tolerancje części tłoczonych z metalu zmniejszają luki montażowe we wszystkich tych zastosowaniach, upraszczając proces końcowego montażu, zmniejszając potrzebę stosowania regulowanych elementów złącznych lub operacji podkładek oraz poprawiając jakość kosmetyczną gotowego produktu.
Części do tłoczenia metali w zastosowaniach motoryzacyjnych
Przemysł motoryzacyjny jest największym na świecie konsumentem części tłoczonych z metalu, a typowy pojazd osobowy zawiera kilkaset pojedynczych wytłoczonych elementów, od paneli nadwozia mierzonych w metrach kwadratowych po precyzyjne elementy hamulców mierzone w milimetrach. Produkcja tłoczek samochodowych działa zgodnie z najbardziej rygorystycznymi normami dotyczącymi wymiarów i właściwości mechanicznych spośród wszystkich zastosowań komercyjnych, ponieważ konsekwencje awarii podzespołów obejmują bezpieczeństwo pasażerów i zgodność z przepisami.
Wzmocnienia paneli nadwozia — wewnętrzne elementy konstrukcyjne usztywniające poszycia drzwi, panele dachowe i zespoły maski — powstają w wyniku połączenia operacji głębokiego tłoczenia, formowania przez rozciąganie i ponownego natarcia. Elementy te muszą osiągać precyzyjną geometrię konturu, aby zapewnić prawidłowe dopasowanie do paneli zewnętrznych i dokładne ustawienie kołnierza spawalniczego w przypadku montażu nadwozia w kolorze białym. Do wzmocnień nadwozia coraz częściej stosuje się stal o wysokiej wytrzymałości i zaawansowane gatunki stali o wysokiej wytrzymałości, aby osiągnąć wymaganą absorpcję energii zderzenia przy zmniejszonej grubości i masie materiału.
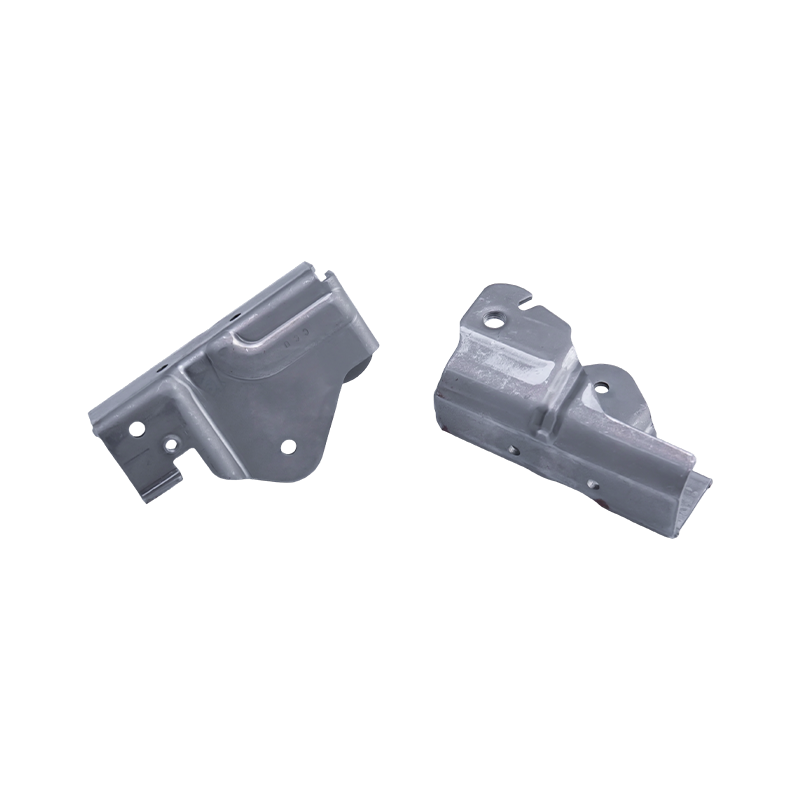
Wsporniki siedzeń to kolejna krytyczna kategoria metalowych części samochodowych. Elementy te mocują konstrukcję siedzenia do podłogi pojazdu i muszą wytrzymywać obciążenia statyczne i dynamiczne określone przez normy ochrony pasażerów w razie wypadku. Precyzyjnie wytłoczone lub precyzyjnie wytłoczone elementy wspornika siedzenia zapewniają jakość krawędzi i płaskość wymaganą do uzyskania stałego momentu obrotowego śrub i niezawodnej siły docisku złącza przez cały okres użytkowania pojazdu. Elementy zacisków hamulcowych, w tym mocowania wsporników zacisków i płytki mocujące, są produkowane z dokładnością wymiarową, która zapewnia prawidłowe ustawienie klocków, równomierne zużycie klocków i przewidywalną skuteczność hamowania w pełnym zakresie temperatur roboczych.
Wybór materiału na części do tłoczenia metalu
Wydajność metalowych części tłoczonych jest nierozerwalnie związana z materiałem, z którego są wykonane. Produkcja metodą tłoczenia jest kompatybilna z szeroką gamą metali i stopów, a wybór optymalnego materiału wymaga zrównoważenia odkształcalności, właściwości mechanicznych, odporności na korozję i kosztów.
| Materiał | Kluczowe właściwości | Typowe zastosowania |
| Stal niskowęglowa (DC01/DC04) | Doskonała odkształcalność, niski koszt | Obudowa urządzenia, wsporniki, obudowy |
| Stal o wysokiej wytrzymałości (HSLA) | Wysoka granica plastyczności, dobra spawalność | Wzmocnienia paneli nadwozia, konstrukcje siedzeń |
| Stal nierdzewna (304/430) | Odporność na korozję, wykończenie powierzchni | Wanny pralek, panele urządzeń |
| Stop aluminium (5052/6061) | Lekki, odporny na korozję | Części karoserii samochodowych, radiatory |
| Stal ocynkowana | Powłoka cynkowa, trwałość na zewnątrz | Obudowa klimatyzatora, wsporniki zewnętrzne |
Kontrola jakości w produkcji tłoczenia
Utrzymanie spójności wymiarowej w dużych seriach produkcyjnych jest głównym wyzwaniem jakościowym w produkcji tłoczenia. Zużycie matrycy, zmienność partii materiału, niespójność smarowania i ugięcie łoża prasy mogą z czasem powodować dryft wymiarowy, co sprawia, że systematyczne pomiary i monitorowanie procesu są niezbędne do wytwarzania części do tłoczenia metalu, które pozostają zgodne ze specyfikacją przez tysiące lub miliony cykli.
Wiodący producenci tłoczników wdrażają warstwowy system jakości, który łączy w sobie wykrywanie w matrycy, statystyczną kontrolę procesu i kontrolę współrzędnościowej maszyny pomiarowej. Kluczowe praktyki kontroli jakości obejmują:
- Kontrola pierwszego artykułu (FAI): Pełna weryfikacja wymiarowa pierwszych części produkcyjnych względem rysunków technicznych przed wydaniem do produkcji seryjnej.
- Pobieranie próbek w procesie: Okresowy pomiar wymiarów krytycznych w określonych odstępach czasu w celu wykrycia zużycia narzędzia lub odchylenia procesu przed nagromadzeniem części przekraczających tolerancję.
- Weryfikacja CMM: Współrzędnościowe maszyny pomiarowe dostarczają trójwymiarowych danych wymiarowych dla złożonych powierzchni, których nie można zweryfikować za pomocą ręcznych mierników.
- Kontrola powierzchni i krawędzi: Wizualna i dotykowa kontrola pod kątem zadziorów, pęknięć, zmarszczek i defektów powierzchni, które wpływają na dopasowanie zespołu lub trwałość zmęczeniową.
- Przegląd certyfikacji materiałów: Przychodzące certyfikaty badań materiałów są weryfikowane pod kątem wymagań specyfikacji dotyczących wytrzymałości na rozciąganie, granicy plastyczności, wydłużenia i ciężaru powłoki.
Dlaczego produkcja stemplowana pozostaje preferowanym wyborem
Pomimo pojawienia się alternatywnych technologii formowania, w tym cięcia laserowego, hydroformowania i wytwarzania przyrostowego, produkcja tłoczeniem utrzymuje dominującą pozycję w masowej produkcji komponentów metalowych z przekonujących i trwałych powodów. Ekonomika tłoczenia jest zasadniczo korzystna w skali: po zamortyzowaniu inwestycji w oprzyrządowanie koszt jednostkowy tłoczonej części metalowej stanowi zazwyczaj ułamek tego, co można osiągnąć w dowolnym alternatywnym procesie przy równoważnych ilościach. Prędkości prasy rzędu setek uderzeń na minutę, w połączeniu z automatycznym podawaniem cewek i obsługą części, umożliwiają produkcję z szybkością, której nie zapewnia żaden inny proces precyzyjnego formowania metalu.
Poza ekonomią, właściwości mechaniczne części tłoczonych z metalu są ulepszane przez efekt obróbki na zimno nieodłącznie związany z procesem tłoczenia. Odkształcenie plastyczne podczas formowania zwiększa twardość i granicę plastyczności materiału w odkształconych obszarach poprzez utwardzanie przez zgniot, tworząc gotowe części o lepszych parametrach mechanicznych niż oryginalny arkusz blachy. Efekt ten jest szczególnie cenny w konstrukcyjnych elementach samochodowych, gdzie stosunek wytrzymałości do masy jest głównym czynnikiem wpływającym na konstrukcję. Dla producentów z branży AGD i motoryzacyjnej poszukujących niezawodnych, opłacalnych i precyzyjnych wymiarowo komponentów, produkcja metodą tłoczenia pozostaje niekwestionowanym fundamentem nowoczesnych łańcuchów dostaw komponentów metalowych.
Poprzedni post
Przewodnik po tłoczeniu i rysowaniu metali
Następny post
Jaka jest różnica między tradycyjnymi i zoptymalizowanymi pod kątem symulacji matrycami samochodowymi?
Nasz Produkty.
Rozpocznij swoją działalność z producentem OEM właśnie tutaj!
Dostarczaj klientom na całym świecie kompletne rozwiązania „pod klucz”.
przez
innowacja!
SZYBKIE LINKI
INFORMACJE KONTAKTOWE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Prawa autorskie © Suzhou Shuangqisi Mold Equipment Co., Ltd. Wszelkie prawa zastrzeżone. Niestandardowa matryca do stemplowania Producenci matryc do tłoczenia metali
