-
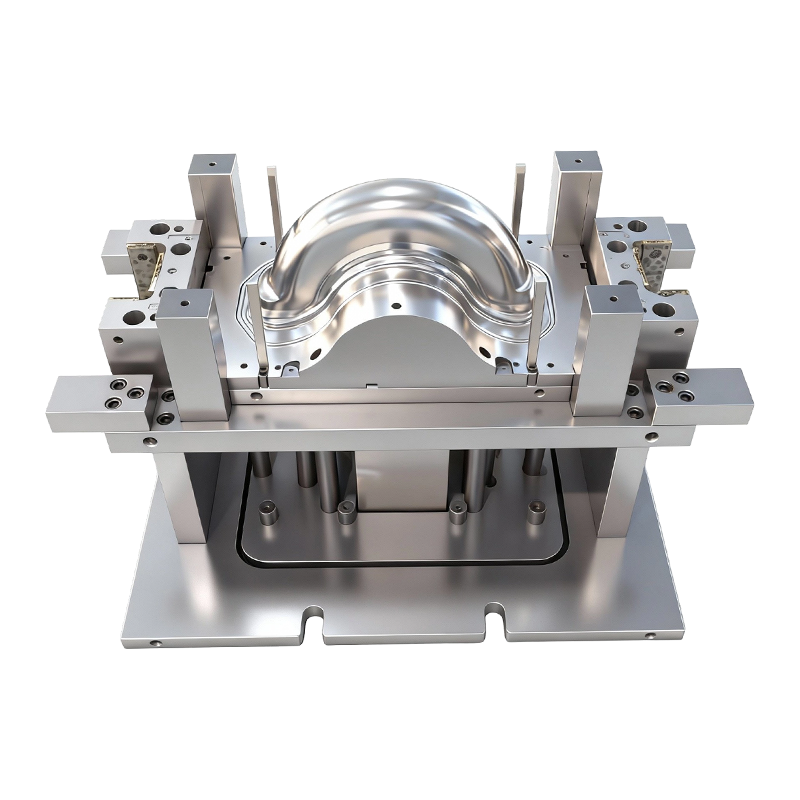
Forma do głębokiego tłoczenia do przednich i tylnych kół dwukołowych pojazdów elektrycznych
Ta forma do głębokiego tłoczenia przednich i ty...
-
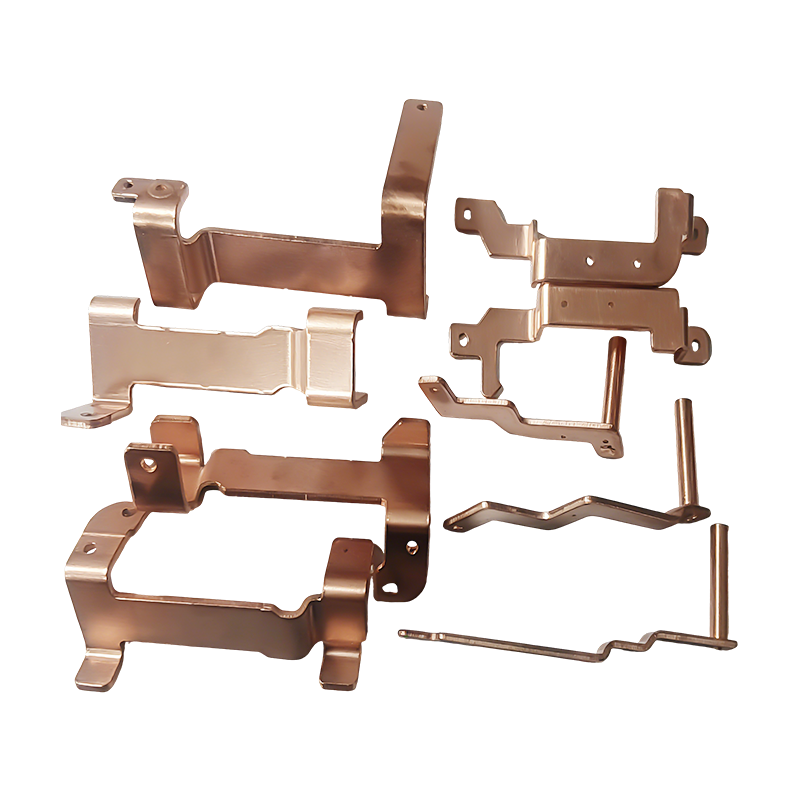
Nowe części do tłoczenia miedzianych szyn zbiorczych pojazdów energetycznych
Nowe części do tłoczenia miedzianych szyn zbior...
-
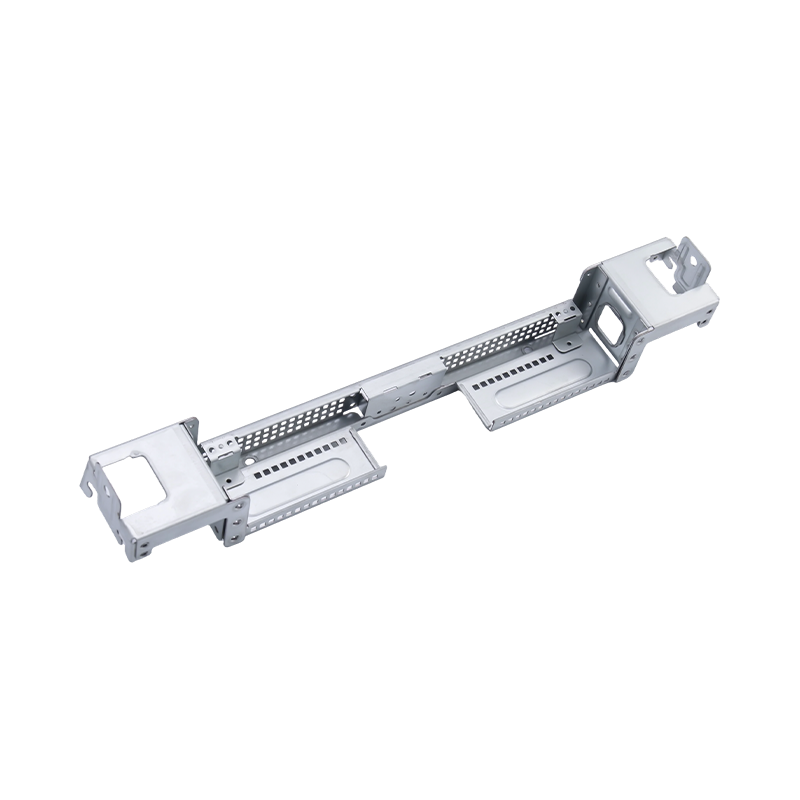
Wysokiej klasy duże części do tłoczenia komputerowego
Nasze wysokiej klasy duże części do tłoczenia k...
-

Części tłoczone do obudowy silnika samochodowego
Części tłoczone do obudów silników samochodowyc...
-
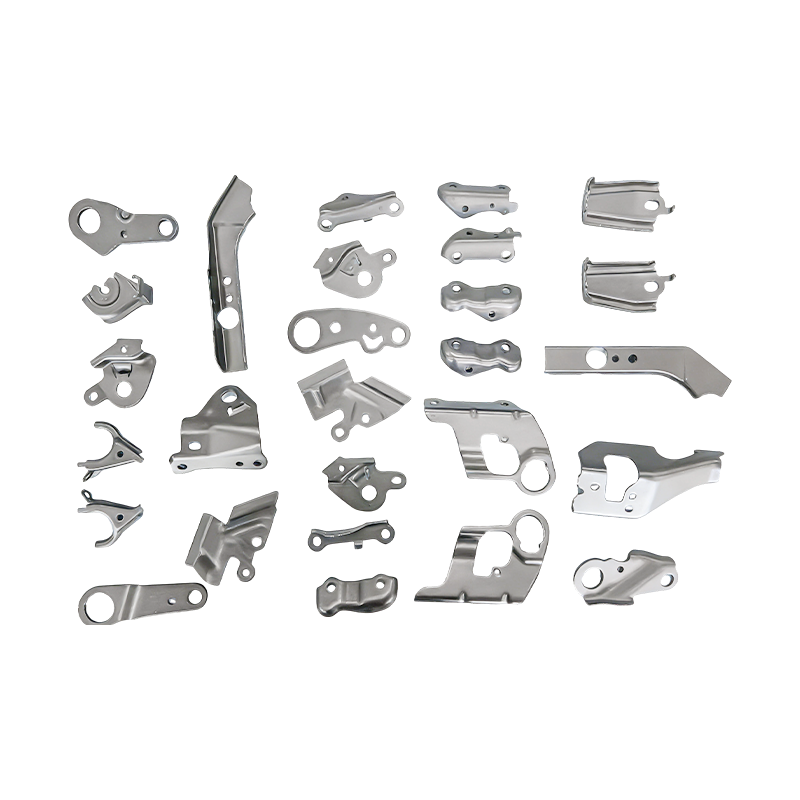
Małe części samochodowe, części do progresywnego tłoczenia
Nasze małe części samochodowe do progresywnego ...
-
Automatyczna forma do nitowania dla dużej podstawy maszyny komputerowej
Ta automatyczna forma do nitowania dla dużej po...
Wiadomości branżowe
Dom / Wiadomości / Wiadomości branżowe / Od paneli nadwozia po obudowy akumulatorów: inżynieria stojąca za matrycami do głębokiego tłoczenia w branży motoryzacyjnej
Od paneli nadwozia po obudowy akumulatorów: inżynieria stojąca za matrycami do głębokiego tłoczenia w branży motoryzacyjnej
2026-04-21
Czym są tłoczniki samochodowe i jak działają
Tłoczniki samochodowe to precyzyjne systemy narzędziowe służące do kształtowania płaskich blach w złożone trójwymiarowe komponenty poprzez kontrolowane odkształcenie plastyczne. Wśród różnych typów, matryce do rysowania i matryce do głębokiego tłoczenia mają największe znaczenie przy produkcji części pustych lub w kształcie miseczki – od zewnętrznych paneli drzwi i pokryw, po obudowy akumulatorów i wzmocnienia konstrukcyjne.
Proces głębokiego tłoczenia polega na wciśnięciu płaskiego metalowego półfabrykatu we wgłębienie matrycy za pomocą stempla, podczas gdy uchwyt półwyrobu przykłada kontrolowaną siłę, aby kierować przepływem metalu i zapobiegać defektom. W przeciwieństwie do formowania płytkiego, głębokie tłoczenie pozwala uzyskać współczynnik ciągnienia – stosunek średnicy półwyrobu do średnicy stempla – który zwykle przekracza 2,5:1, umożliwiając produkcję znacznie głębszych części w stosunku do ich szerokości. Możliwość ta jest niezbędna w zastosowaniach motoryzacyjnych, gdzie złożona geometria i integralność strukturalna muszą współistnieć.
Kompletny zespół matrycy zazwyczaj obejmuje cztery główne elementy:
- The cios , który fizycznie odkształca metalowy półfabrykat w dół do wnęki
- The umrzeć (forma żeńska), która określa zewnętrzny kształt i wymiary kształtowanej części
- The pusty uchwyt , który wywiera regulowany nacisk na kołnierz blachy w celu zarządzania przepływem materiału
- The umrzeć set (zespół podstawy i prowadnicy), co zapewnia precyzyjne ustawienie i powtarzalność w cyklach produkcyjnych
Wszystkie te komponenty muszą być zaprojektowane razem z zachowaniem zwykle utrzymywanych poziomów tolerancji ±0,02 mm , zapewniając dokładność wymiarową w wielkoseryjnych seriach produkcyjnych, które mogą sięgać setek tysięcy części rocznie.
Kluczowe kryteria projektowe dla wysokowydajnych matryc do głębokiego tłoczenia
Projektowanie skutecznych matryc do głębokiego tłoczenia do zastosowań motoryzacyjnych wymaga zrównoważenia wielu konkurencyjnych wymagań inżynieryjnych. Zła konstrukcja prowadzi do pękania, marszczenia, sprężynowania lub przedwczesnego zużycia narzędzi – wszystko to bezpośrednio zwiększa koszty produkcji i przestoje. Poniższe parametry mają kluczowe znaczenie dla uzyskania spójnej, wolnej od defektów produkcji.
Kontrola siły pustego uchwytu
Siła mocowania półfabrykatu (BHF) to jedna z najbardziej wpływowych zmiennych w procesie głębokiego tłoczenia. Niewystarczający BHF powoduje wyginanie się i marszczenie blachy podczas jej przepływu do wewnątrz; nadmierny BHF ogranicza przepływ materiału i prowadzi do rozdarć lub pęknięć w promieniu stempla. Nowoczesne tłoczniki samochodowe stosować hydrauliczne lub sterowane serwo uchwyty do półfabrykatów, które mogą dynamicznie regulować ciśnienie w całym cyklu skoku — często wahające się od 20% do 80% maksymalnej siły w zależności od głębokości formowania i rodzaju materiału.
Wykończenie powierzchni i redukcja tarcia
Powierzchnie matryc stykające się z blachą muszą uzyskać wyjątkowo gładkie wykończenie, aby zminimalizować ścieńczenie i zatarcie spowodowane tarciem. Standardy branżowe zapewniające wysoką wydajność matryce do głębokiego tłoczenia wymagają chropowatości powierzchni Ra ≤ 0,05μm , osiągany poprzez polerowanie, twarde chromowanie lub powłoki poprzez fizyczne osadzanie z fazy gazowej (PVD), takie jak TiCN lub DLC (węgiel diamentopodobny). Powłoki te znacznie wydłużają żywotność narzędzi, skracając okresy między wymianami w środowiskach produkcji masowej.
Modułowa architektura narzędzi
Modułowe konstrukcje matryc pozwalają na niezależną wymianę poszczególnych komponentów — takich jak stemple, wkładki lub puste segmenty uchwytów — bez konieczności całkowitej wymiany matrycy. W przypadku producentów OEM z branży motoryzacyjnej oferujących wiele wariantów modeli na wspólnych platformach modułowość zmniejsza inwestycje w oprzyrządowanie o 25–40% i skraca czas zmiany z godzin do minut. Takie podejście do projektowania upraszcza również planowanie konserwacji i umożliwia szybsze dostosowywanie się do zleceń zmian inżynieryjnych (ECO).
Zastosowania w pojazdach tradycyjnych a pojazdy elektryczne
Chociaż podstawowa mechanika głębokiego tłoczenia pozostaje niezmieniona, specyficzne wymagania dotyczące pojazdów tradycyjnych i pojazdów elektrycznych (EV) znacznie się różnią – odzwierciedlając różnice w materiałach, geometrii i priorytetach konstrukcyjnych.
| Parametr | Tradycyjne pojazdy | Pojazdy elektryczne |
|---|---|---|
| Materiały pierwotne | Stal miękka, stal HSLA | Stop aluminium, stop magnezu i aluminium |
| Typowy współczynnik rysowania | 1,8:1 – 2,2:1 | 2,5:1 i więcej |
| Kluczowe elementy formowane | Panele drzwi, maski, pokrywy bagażnika | Obudowy akumulatorów, obudowy silników, półki podłogowe |
| Wymóg tolerancji | ±0,05 mm (panele nadwozia) | ±0,02 mm (battery enclosures) |
| Wyzwanie dotyczące materiału matrycy | Odporność na zużycie podczas formowania stali | Zapobieganie zacieraniu w przypadku miękkich stopów |
W przypadku zastosowań specyficznych dla pojazdów elektrycznych, matryce do rysowania przeznaczone do obudów akumulatorów ze stopu magnezu i aluminium stoją przed wyjątkowymi wyzwaniami. Te lekkie stopy mają niższą ciągliwość niż stal i są bardziej podatne na sprężynowanie i zarysowania powierzchni. Matryce do tych komponentów są zwykle projektowane z wykorzystaniem podgrzewanego oprzyrządowania (formowanie na gorąco w temperaturze 200–300°C) w celu poprawy przepływu materiału, a także ze specjalistycznymi kanałami dostarczającymi smar zintegrowanymi z konstrukcją matrycy w celu utrzymania stałych warunków tarcia w długich seriach produkcyjnych.
Technologie symulacyjne i inteligentne monitorowanie w inżynierii matryc
Nowoczesne tłoczniki samochodowe są opracowywane w połączeniu z zaawansowanymi platformami symulacyjnymi przed wyprodukowaniem jakichkolwiek narzędzi fizycznych. Oprogramowanie do analizy elementów skończonych (FEA) — obejmujące narzędzia takie jak AutoForm, Pam-Stamp i LS-DYNA — umożliwia inżynierom wirtualną symulację całego procesu formowania, przewidywanie z dużą dokładnością rozkładu pocienień, stref ryzyka marszczenia, wielkości sprężynowania i wymagań dotyczących ciśnienia uchwytu półfabrykatu.
Typowy przebieg symulacji dla złożonego, głęboko rysowanego komponentu obejmuje:
- Dane wejściowe dotyczące charakterystyki materiału — granica plastyczności, wartość n (wykładnik umocnienia przez odkształcenie), wartość r (współczynnik anizotropii plastycznej) dla określonego stopu i stanu
- Analiza wykresu granicznego formowania (FLD). — identyfikacja stref bezpiecznych, marginalnych i awaryjnych w obrębie kształtki
- Modelowanie kompensacji Springback — przewidywanie powrotu sprężystego i wstępna kompensacja geometrii matrycy w celu uzyskania ostatecznego kształtu netto
- Wypróbuj wirtualną iterację — ograniczenie cykli prób fizycznych z 10–15 do mniej niż 5 na część, co pozwala zaoszczędzić znaczną ilość czasu i kosztów materiałów
Poza projektowaniem inteligentne systemy monitorowania są coraz częściej wbudowane w produkcję matryce do głębokiego tłoczenia siebie. Piezoelektryczne czujniki siły mierzą w czasie rzeczywistym rozkład siły uchwytu półproduktu, natomiast czujniki emisji akustycznej wykrywają wczesne oznaki zatarcia lub pękania materiału, zanim wyprodukowane zostaną wadliwe części. Dane z tych czujników trafiają do systemów realizacji produkcji (MES), umożliwiając kontrolę procesu w zamkniętej pętli, która dynamicznie dostosowuje parametry prasy – zachowując stabilność wymiarową nawet wtedy, gdy właściwości partii materiału różnią się w zależności od partii kręgów.
Wybór materiału i obróbka powierzchni zapewniająca długą żywotność narzędzia
Żywotność matryce do rysowania w masowej produkcji samochodów jest krytycznym czynnikiem ekonomicznym. Można się spodziewać, że typowy zestaw matryc do paneli nadwozia wyprodukuje od 500 000 do 1 000 000 części, zanim będzie wymagał poważnej renowacji. Osiągnięcie tego wymaga starannego doboru materiałów na matryce i obróbki powierzchni dopasowanej do materiału przedmiotu obrabianego i wielkości produkcji.
Typowe materiały matrycowe stosowane w tłoczeniu motoryzacyjnym obejmują:
- Żeliwo sferoidalne (GGG70L) — opłacalne w przypadku matryc o małej i średniej objętości, dobra obrabialność, ale niższa twardość (58–62 HRC po obróbce)
- Stal narzędziowa (D2, DC53) — wyższa twardość i odporność na zużycie, preferowana w przypadku matryc do formowania stali o dużej objętości
- Wkładki węglikowe — stosowana w strefach styku o dużym zużyciu, takich jak promienie matrycy i stopki ciągnące, wydłużająca lokalną trwałość użytkową o 3–5 razy w porównaniu z samą stalą narzędziową
- Stopy brązu aluminiowego — stosowane do matryc formujących detale z aluminium lub magnezu, zapobiegając zacieraniu się na skutek odmiennego połączenia materiałów
Obróbka powierzchniowa zastosowana po obróbce mechanicznej i cieplnej dodatkowo zwiększa wydajność. Azotowanie zwiększa twardość powierzchni do 70 HRC przy jednoczesnym zachowaniu wytrzymałości rdzenia. Powłoki PVD, takie jak TiAlN, zapewniają twardość przekraczającą 3000 HV i zmniejszają współczynniki tarcia z ~0,15 do poniżej 0,05, co bezpośrednio przekłada się na zmniejszone pocienienie lekkich komponentów pojazdów elektrycznych, gdzie jednolitość grubości ścianek ma kluczowe znaczenie dla uszczelnienia obudowy akumulatora i wydajności strukturalnej.
Dostosowywanie tłoczników samochodowych do trendów w zakresie lekkości i wysokiej wytrzymałości
Coraz szybsze przechodzenie przemysłu motoryzacyjnego w kierunku zmniejszania masy pojazdów – napędzane zarówno przepisami dotyczącymi wydajności zasięgu pojazdów elektrycznych, jak i przepisami dotyczącymi emisji – zasadniczo zmienia wymagania stawiane tłoczniki samochodowe . Zaawansowane stale o wysokiej wytrzymałości (AHSS) o wytrzymałości na rozciąganie powyżej 1000 MPa, a także stopy aluminium serii 6xxx i 7xxx coraz częściej zastępują konwencjonalną stal miękką w zastosowaniach konstrukcyjnych. Materiały te wymagają znacznie większych sił formowania, dokładniejszej kontroli BHF i ulepszonych strategii kompensacji sprężynowania w porównaniu do swoich poprzedników.
W przypadku producentów dostarczających matryce na ten rozwijający się rynek reakcja była wielokierunkowa. Konstrukcje matryc są przeprojektowywane pod kątem większej sztywności, aby wytrzymać zwiększone obciążenia formujące bez błędów wymiarowych wywołanych ugięciem. Kanały chłodzące i grzewcze są zintegrowane z korpusami matryc, aby umożliwić formowanie na gorąco lub na gorąco stali aluminiowej i borowej. Oparte na symulacji procesy prób skracają ramy czasowe rozwoju nawet w miarę wzrostu złożoności części.
Ostatecznie matryce do głębokiego tłoczenia w przypadku komponentów samochodowych i pojazdów elektrycznych nowej generacji musi jednocześnie zapewniać węższe tolerancje, dłuższą żywotność, szybszą konfigurację i kompatybilność z szerszą gamą zaawansowanych materiałów. Osiągnięcie tej równowagi wymaga zintegrowanego podejścia inżynieryjnego — łączącego precyzyjną produkcję, zaawansowane powłoki, monitorowanie procesów w czasie rzeczywistym i wiedzę specjalistyczną w zakresie materiałoznawstwa — które sprawia, że technologia matryc do głębokiego tłoczenia jest głównym czynnikiem umożliwiającym transformację przemysłu motoryzacyjnego.

Poprzedni post
Części do tłoczenia metali: rodzaje i zastosowania
Następny post
Dlaczego stop aluminium zastępuje stal w częściach do elektronicznego tłoczenia?
Nasz Produkty.
Rozpocznij swoją działalność z producentem OEM właśnie tutaj!
Dostarczaj klientom na całym świecie kompletne rozwiązania „pod klucz”.
przez
innowacja!
SZYBKIE LINKI
INFORMACJE KONTAKTOWE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Nr 118 Yexin Road, Strefa Rozwoju Gospodarczego Wujiang, Suzhou, Chiny
Prawa autorskie © Suzhou Shuangqisi Mold Equipment Co., Ltd. Wszelkie prawa zastrzeżone. Niestandardowa matryca do stemplowania Producenci matryc do tłoczenia metali
